
Fターム[4F206JQ81]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 金型 (2,805)
Fターム[4F206JQ81]に分類される特許
21 - 40 / 2,805
接着体の製造方法
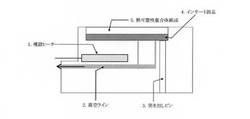
【課題】インサート部品の温度が30〜150℃という比較的低温の状態でも、インサート部品と熱可塑性重合体組成物とを強固に接合させ得る、インサート成形による接着体の製造方法を提供すること。
【解決手段】インサート部品を保持した金型へ熱可塑性重合体組成物を充填して成形するインサート成形による接着体の製造方法であって、熱芳香族ビニル化合物単位を含有する重合体ブロックと共役ジエン化合物単位を含有する重合体ブロックとを有するブロック共重合体またはその水素添加物である熱可塑性エラストマー(A)100質量部に対して、ポリビニルアセタール樹脂(B)1〜100質量部、極性基含有オレフィン系共重合体(C)5〜100質量部および軟化剤(D)0.1〜300質量部とを含有する熱可塑性重合体組成物を用い、かつインサート成形時のインサート部品4の温度を30〜150℃にする、接着体の製造方法。
(もっと読む)
突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法

【課題】突板のパターンが細かくなった場合でも、突板とベースフィルムとの接着が強固な突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法を提供する。
【解決手段】突板インサート用フィルムは、ベースフィルムと、ホットメルト接着剤層を介して前記ベースフィルムの一方の面に接着された、所定のパターンを有する突板と、を備え、前記ホットメルト接着剤層は、前記ベースフィルムと前記突板との接着部分の周囲にはみ出したはみ出し部分を有する。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
樹脂製バンパの変形予測式の設定方法、及び樹脂製バンパの変形予測方法
【課題】信頼性と確実性に優れたバンパの車体取付け時変形量の予測技術を構築し、これにより最終設計までに要する時間を短縮する。
【解決手段】本発明に係る樹脂製バンパの変形予測式の設定方法は、過去に設計した複数の車種におけるバンパの図面要素データを、バンパがラジエータサポートに対して車体長手方向に締結される場合と鉛直方向に締結される場合とで層別する層別工程S1と、層別により群分けされた図面要素データごとにバンパの取付け時に生じる垂れ下がり量との相関を求める相関取得工程S2と、相対的に高い値を示した相関の正負が、対応する図面要素と垂れ下がり量との技術的関係から見て整合しているか否かを判別する技術的整合判別工程S3、及び整合していると判別された前記図面要素についてのみ上記回帰分析を行うことで、この回帰分析を行った図面要素を変数とする垂れ下がり量の予測式を設定する回帰分析工程S4とを具備する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部44と第2ノズル部46が設けられた固定金型16と、貫通孔72が形成された中間金型20と、可動金型24とを備える。型閉じ動作を開始すると、中間金型20の貫通孔72に第2ノズル部46が挿入され、貫通孔72に設けられたシール部材78が皿ばね80の作用によって該第2ノズル部46に押し付けられる。型閉じ動作が完了した後、第1ノズル部44は、固定金型16と中間金型20との間に形成される第1キャビティ204aに溶融材料を供給し、第2ノズル部46は、可動金型24と中間金型20との間に形成される第2キャビティ204bに溶融材料を供給する。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
コンテナの壁体構造及びコンテナの製造方法
【課題】軽量化を図ったコンテナを従来より高い生産性で製造可能なコンテナの壁体構造及びコンテナの製造方法を提供する。
【解決手段】本発明のコンテナ10の壁体構造及び製造方法によれば、軽量孔21F,22Fと薄肉壁部21B,22Bとによってコンテナ10の軽量化が図られると共に、第1及び第2の側壁21,22のうち軽量孔21F,22Fを有した本体壁部21A,22Aを成形する樹脂成形金型50で薄肉壁部21B,22Bをコアバック成形することができるので、従来のシートの貼り付け作業が不要になり、従来より高い生産性でコンテナ10を製造することが可能になる。また、コンテナ10の成形用に流動性が高い樹脂を使用せずに済み、これに伴い、耐衝撃性の低下等の問題も解消される。
(もっと読む)
樹脂成形機のバルブスリーブ回転による色替え装置
【課題】バルブピンに配設したスリーブ片の回転により樹脂合流部の位置を変えて滞留部の残留樹脂を新しい樹脂で除去できるようにした色替え装置の提供。
【解決手段】マニホールド2に設けられる横方向の溶融樹脂の流通路3と、この流通路と連通する縦方向の流通路4を備え、前記横方向の流通路3を貫通し、かつ前記縦方向の流通路4内を縦装するバルブピン5を設け、溶融樹脂を前記マニホールド2の横方向の流通路3より縦方向の流通路4を経てゲート8を介してキャビティに射出可能とすると共に、前記バルブピン5のマニホールド2の流通路に挿通させる箇所に管状の樹脂流変更用スリーブ片10を配設し、前記スリーブ片10の端部のマニホールド2の流通路に対応して臨まれる箇所に傾斜面11を設けて溶融樹脂の色替え時にバルブピン5を中心に回転可能に設けて溶融樹脂の流通方向を可変できるようにしたことを特徴とするバルブスリーブ回転による色替え装置。
(もっと読む)
メタリック樹脂成形における金型装置
【課題】メタリック樹脂を用いた射出成形において、意匠面における不具合の発生を抑制する。
【解決手段】メタリック樹脂成形品の表側に意匠成形面5、及びメタリック樹脂成形品の裏側に非意匠成形面6を有するキャビティ4と、非意匠成形面6に形成されたリブ成形穴7と、リブ成形穴7を閉鎖する閉鎖位置及びリブ成形穴7を開放する開放位置の間で変位可能な可動ピース8と、を備え、キャビティ4に対して溶融樹脂の充填を行う間は可動ピース8を閉鎖位置に駆動し、キャビティ4に対して溶融樹脂が充填された後、可動ピース8を開放位置に駆動する。
(もっと読む)
成形機の冷却システム
【課題】冷却システムの消費電力を低減して、省エネルギー化を図る。
【解決手段】冷却水Mを所定の温度に調整して成形機の金型等の被冷却部2に供給する冷却システムに於て、該冷却水を貯留する冷却水タンクと、該冷却水を冷却する冷媒・水熱交換器と、水冷式コンデンサーコイルとを、有するチラーユニットCと、該チラーユニットの該水冷式コンデンサーコイルへ、未冷却状態の40℃〜50℃の中温水Wを供給する中温水供給機Aとを、備えている。
(もっと読む)
光電子部品及びその製造方法
【課題】生成した光を効率よく外部に導くことができる薄型の光電子部品を、安価に製造する。
【解決手段】基板本体1の複数の領域2に対応する光電子部品15に、単位基板16と、複数個の小型光素子4と、封止樹脂12からなる平板部17と、封止樹脂12からなる複数個の凸状の小型レンズ部18とを備える。光電子部品15は、側面として、封止済基板13から複数の領域2単位に分離されたことによって形成された分離面(分割面)DFを有する。各小型レンズ部18の光軸と各小型光素子4の光軸とが、中心線CLとして一致する。
(もっと読む)
射出成形品
【課題】成形後の冷却時に、合成樹脂部に応力が集中して割れや欠けが生じるおそれを防止することができる射出成形品を提供する。
【解決手段】金属製の外枠12に合成樹脂部13を射出成形する。外枠12と合成樹脂部13との間には、合成樹脂部13の温度低下にともなう収縮等に際して応力を分散するための凹凸形状の応力分散部17を設ける。応力分散部17は、外枠12に形成された孔17aと、その孔17a内に位置する合成樹脂部13の凸部17bとより構成する。
(もっと読む)
成形機の安全ドア装置
【課題】安価に実施できて、既設のドア本体の交換も容易に行い得る成形機の安全ドア装置を提供する。
【解決手段】安全ドア装置5を、ドア本体21と、該ドア本体21を所定の開閉方向に案内するレール部材25,26と、ドア本体21をレール部材25,26に連結する連結部材23とから構成する。レール部材25,26として、めっき鋼板を加工することによって所定の形状に形成されたものを用いる。これらのレール部材25,26は、成形機に設定された所定のレール固定部にボルト27,29を用いて固着する。
(もっと読む)
射出成形型
【課題】本発明は、1つの母型で形状・体積の異なる複数の成形品を同時に成形する場合に、複数のユニット型を平行に配置して異なる温度に設定した場合でも各ユニット型に均等に型締力がかかるようにすることができ、形状・体積が異なる複数の成形品を母型とユニット型からなる1つの成形型で成形することができる射出成形型を提供することである。
【解決手段】成形品キャビティを持つ第1のユニット型2および第2のユニット型3と、前記ユニット型2,3を収納するスペースを持つ母型1から成る射出成形型のうち、前記ユニット型2,3同士が接する面および前記ユニット型2,3と前記母型1が接する面に断熱手段5を設けた射出成形型であって、前記ユニット型2,3と母型1が接する面のうち前記成形型の型締方向に垂直な面の少なくとも1つに熱による前記ユニット型2,3の型締方向への伸びによる変形を打ち消す変形打ち消し機構14をもつ。
(もっと読む)
フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型
【課題】フィルムの端部の成形品内部への巻き込みを抑制し、かつユーザから見える成形品表面部分にウエルドラインが生じないようにした、フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型を提供する。
【解決手段】金属、木目等の材質や色調が印刷されたフィルム100を固定型2の成形面にセットする工程と、前記フィルムがセットされた固定型に対して、移動型3を移動させ、型締めする工程と、前記型締めを行った後、前記フィルムの溶融樹脂流入側の端部100aを、上面に溶融樹脂が流入する流入口が形成されたフィルム押え手段10で押える工程と、前記フィルム押え手段10により、前記フィルムの溶融樹脂流入側の端部100aを押えながら、ゲートから溶融樹脂を射出し、成形する工程と、を備える。
(もっと読む)
電子機器の筐体、金型、インサート成形装置、電子機器の筐体の成形方法、及び電子機器
【課題】金属板をインサート成形して表面に取付台部を形成した電子機器の筐体について、反りの発生を抑制する。
【解決手段】本発明は、周縁部に屈曲された補強部を一体に備えた金属板20と、補強部を覆うようにインサート成形により形成された樹脂製の枠体21とを備え、枠体21は、金属板20の表面側の表面に段差状の取付台部21aが形成されるとともに、金属板20より表面側の肉厚T12と裏面側の肉厚T13とが等しく形成されている。
(もっと読む)
複合部品の製造方法及び複合部品
【課題】様々な基材を用いても簡易な方法で基材と樹脂部材とを機械的結合できる複合部品の製造方法及び複合部品を提供する。
【解決手段】金属パイプ2を配置した金型10内に、金属パイプ2の表面の少なくとも一部を覆うように溶融樹脂を射出して冷却することで、金属パイプ2と樹脂部材3が一体化された複合部品1を得る複合部品1の製造方法であって、金属パイプ2の表裏面を貫通する貫通孔2aを設け、当該貫通孔2aを塞ぐように金属パイプ2の表面側Fにシート材4を配置した状態で表面側Fに溶融樹脂を射出することで、射出した溶融樹脂によってシート材4を貫通孔2a内に押し込んで金属パイプ2の裏面側Rに膨出させ、貫通孔2aの裏面側Rの開口径よりも大径の係合突起5となる膨出部を形成することにより、係合突起5によって金属パイプ2と樹脂部材3とが結合された複合部品1を得る。
(もっと読む)
モールド装置およびモールド方法
【課題】半導体素子の破損や電極板の変形を回避できるように考慮されたモールド装置を提供する。
【解決手段】半導体素子2と、その表裏両面側の電極板4,5と、枠状の絶縁体6とからなる中間組立体Wを、それらの電極板4,5を当接部とする上型8と下型9との型締め状態をもって形成されるモールド室R内に配置する。中間組立体Wをインサートとしてモールド室Rに樹脂材料を充填して、中間組立体Wをモールドして半導体装置1とする装置である。上側の電極板4の一部を直接挟持部4aとして上下型8,9同士の型合わせ面10で直接的に挟持するとともに、上下型8,9のうち直接挟持部4a以外で電極板4,5に当接する部分を揺動可能なフローティング型8b,9bとしてある。
(もっと読む)
成形装置及び成形方法
【課題】外枠に対する合成樹脂部の射出成形時に、成形圧力により外枠の外側が変形することを抑制することができる成形装置及び成形方法を提供する。
【解決手段】開閉可能な第1型21及び第2型22を備える。第1型21内には金属製の外枠12をセットするための凹部23を形成する。第2型22には外枠12内に合成樹脂を注入するためのゲートを設ける。第1型21と第2型22とのいずれか一方には、型締め時に外枠12の外周を押さえ可能な押さえ部材25を、押さえ位置P1と、その押さえ位置P1から退避する退避位置P2とに移動可能に設ける。
(もっと読む)
樹脂成形品の製造方法
【課題】第1樹脂成形体の端末部に第2樹脂成形体を接合した形態の樹脂成形品の製造方法において、その接合強度の向上を図ることができ、かつ、接合部での樹脂漏れによる外観不良を効果的に防止し得る、当該樹脂成形品の製造方法を提供する。
【解決手段】
前記第2樹脂成形体3を成形する工程では、第1樹脂成形体2の端末部2Aにおける両面のうちキャビ型11の型面との当接により形成される意匠面Fとは反対の裏面R側に空隙G3を設け、この空隙G3に第2樹脂成形体3を形成するための第2溶融樹脂M2が回り込んで固化することにより、第1樹脂成形体2の端末部2Aと第2樹脂成形体3との接合面積を拡大する。また、空隙G3への第2溶融樹脂M2の流れ込み時に、第1樹脂成形体2の端末部2Aの位置を規制することで、第2溶融樹脂M2が第1樹脂成形体2の意匠面Fに滲み出る現象、すなわち接合部4での樹脂漏れによる外観不良を防止する。
(もっと読む)
21 - 40 / 2,805
[ Back to top ]