
Fターム[4F207AA07]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリオレフィン (956) | ポリエチレン系 (367) | LDPE (48)
Fターム[4F207AA07]に分類される特許
1 - 20 / 48
ポリエチレン系樹脂組成物、発泡体及びその製造方法
【課題】 発泡倍率が高く、圧縮耐久性、二次加工性に優れる発泡体を提供し得るポリエチレン樹脂組成物を提供する。
【解決手段】 ASTM 1238に準拠し、190℃、荷重2.16kgで測定したメルトフローレートが0.1g/10分以上50g/10分未満、160℃における溶融張力が40mN以上で、歪硬化性を有し、JIS K6760に準拠した密度が920kg/m3以上950kg/m3以下のエチレン・α−オレフィン共重合体(イ)95〜30重量%、と高圧法低密度ポリエチレン(ロ)5〜70重量%とからなるポリエチレン系樹脂組成物を用いる。
(もっと読む)
軽量化された発泡木質プラスチック成形体の製造方法
【課題】熱可塑性樹脂とセルロース材料にマスターバッチ化された熱膨張性マイクロカプセルを配合することにより、より軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【解決手段】熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下である、発泡木質プラスチック成形体の製造方法を提供する。
(もっと読む)
薄膜フィルム、薄膜フィルムの製造方法、包装材料
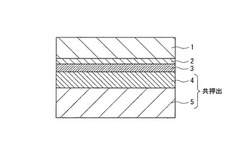
【課題】ポリグリコール酸樹脂の薄膜を容易にかつ低コストで形成可能とする薄膜フィルムを提供する。
【解決手段】ポリグリコール酸樹脂と、LDPE、LLDPE又はCPPからなる樹脂と、を共押出法によって積層押出した後、ポリグリコール酸樹脂(4)の層からLDPE、LLDPE又はCCPからなる樹脂(5)の層を剥離することでポリグリコール酸樹脂の薄膜フィルムを製膜する。LDPE、LLPDE又はCCPからなる樹脂は接着性ポリオレフィンとのブレンド物であってもよく、その接着性ポリオレフィンの添加量は、その樹脂に対し10質量%以下とする。
(もっと読む)
被覆線及びその製造方法

【課題】被覆層における製造時間(とくに架橋工程時間)の短縮及び密着力の向上を実現することができる被覆線及びその製造方法を提供する。
【解決手段】被覆線10は、導体20と、シラン架橋された絶縁性樹脂組成物から形成され、導体20を被覆するとともに、外周に溝31aを有する1層又は2層以上の溝付き絶縁層31と、溝付き絶縁層31の最外層を被覆するシース層40とを備える。
(もっと読む)
ポリエチレン系樹脂多層発泡シート及びその成形体
【課題】成形性に優れ、連続成形が可能な、無架橋のポリエチレン系樹脂多層発泡シートを提供すること。
【解決手段】分岐状低密度ポリエチレンを主成分とするポリエチレン系樹脂発泡層の少なくとも片面に、ポリエチレン系樹脂層が積層されている、厚み1〜10mm、見掛け密度15〜460g/L、連続気泡率40%以下のポリエチレン系樹脂多層発泡シートにおいて、該樹脂層の坪量が15〜100g/m2であり、該樹脂層を構成するポリエチレン系樹脂が、直鎖状低密度ポリエチレン、又は直鎖状低密度ポリエチレンと分岐状低密度ポリエチレンとの混合物からなり、該樹脂層についての熱流束示差走査熱量測定により得られるDSC曲線における、該発泡層の最大融解ピーク温度T℃以下の温度範囲の低温部融解熱量:A(J/g)と、T℃以上の温度範囲の高温部融解熱量:B(J/g)とを特定の関係とする。
(もっと読む)
表面保護フィルムの製造方法
【課題】フィルムの片面に微粘着性を有し、フィルムをロール状に巻き取ったり、又は積み重ねたりする際にブロッキングし難く、およびフィルムのフィッシュアイを低減することができる表面保護フィルムの製造方法を提供する。
【解決手段】結晶性または半結晶性である熱可塑性樹脂をTダイから溶融押出しすることによって、熱可塑性樹脂溶融膜を得る工程(工程1)、該熱可塑性樹脂溶融膜を、特定の金属製冷却ロールと、特定の弾性ロールとで挟圧する際に、挟圧される部分の該熱可塑性樹脂溶融膜の幅を、該金属製冷却ロールの面長より小さく、該弾性ロールの面長より大きくなるように調整して挟圧することによって、フィルムを得る工程(工程2)、および該フィルムを巻き取る工程(工程3)を有する、フィルム厚みが30μm未満である表面保護フィルムの製造方法。
(もっと読む)
ポリエチレン系樹脂積層発泡シートの製造方法
【課題】押出発泡後の発泡体の収縮を抑制または防止し、寸法安定性に優れるポリオレフィン系樹脂積層発泡体の製造方法を提供する。
【解決手段】ポリエチレン系樹脂2とブタン8とを含む発泡芯層形成用溶融樹脂9と、ポリエチレン系樹脂を基材樹脂とする表面層形成用溶融樹脂5とを環状ダイ13から共押出しする。積層発泡シート1全体の見掛け密度は18〜90kg/m3で、かつ厚み2mm以上30mm未満で、表面層形成用溶融樹脂5には脂肪酸エステル等からなる収縮防止剤が0.7質量部以上配合されており、一方発泡芯層形成用溶融樹脂9には、脂肪酸エステル等からなる収縮防止剤が0.7質量部未満配合されているかまたは配合されておらず、層発泡シート全体の厚みt[mm]に対する片面当たりの表面層の坪量m[g/m2]の比m/tをそれぞれ3〜15とする。
(もっと読む)
ポリオレフィン系樹脂積層発泡体の製造方法、及びポリオレフィン系樹脂発泡体
【課題】押出発泡後の発泡体の収縮性が小さく寸法安定性に優れ、長時間の養生が不要である、厚手のポリオレフィン系樹脂積層発泡体の製造方法を提供する。
【解決手段】ポリオレフィン系樹脂6とブタン8とを混練してなる発泡芯層形成用溶融樹脂9の外周面に、ポリオレフィン系樹脂2を基材樹脂とする表面層形成用溶融樹脂5を積層して共押出して、積層発泡体1全体の厚みが30mm以上、発泡芯層の見掛け密度が18〜90kg/m3である、発泡芯層と表面層とからなる積層発泡体1の製造方法であって、表面層形成用溶融樹脂5には、脂肪酸エステル、脂肪族アミン又は脂肪酸アミドからなる収縮防止剤3が、該溶融樹脂のポリオレフィン系樹脂100質量部に対して0.5質量部以上配合されており、発泡芯層形成用溶融樹脂9には、前記収縮防止剤7が表面層形成用溶融樹脂5への収縮防止剤3の配合割合よりも少ない割合で配合されていることを特徴とする。
(もっと読む)
積層シート及びその製造方法
【課題】 本発明は、人の手によって容易に切断することができ且つ切断面にフラットヤーンクロスを構成しているフラットヤーンの切断端部が殆ど突出することがない積層シートを提供する。
【解決手段】 本発明の積層シートAは、ポリエチレン系樹脂を含むフラットヤーン1aを並設してなる第一フラットヤーン列1Aと、上記第一フラットヤーン列1Aのフラットヤーン1aに交差するようにポリエチレン系樹脂を含むフラットヤーンを並設してなる第二フラットヤーン列1Bとを含み、フラットヤーン1a、1bとの交差部を一体化することにより形成されたフラットヤーンクロス1と、このフラットヤーンクロス1の両面に積層一体化されたポリエチレン系樹脂を含む表面層とからなり、第一フラットヤーン列1Aを構成しているフラットヤーン1aが熱劣化により人手によって破断可能に形成されていることを特徴とする。
(もっと読む)
表面保護フィルムの製造方法
【課題】粘着層へのゴミ等の異物の付着が抑制された表面保護フィルムの製造方法を提供する。
【解決手段】共押出しインフレーション法により少なくとも基材層構成樹脂と粘着層構成樹脂とを環状ダイから押出し、外層に基材層構成樹脂が配置され内層に粘着層構成樹脂層が配置されたチューブ状積層フィルムを得、次いで、チューブ状積層フィルムを平坦化して2枚の積層フィルムの粘着層同志を重ね合わせた後、所定形状に打ち抜き加工することにより2枚の積層フィルムの粘着層同志を剥離可能にする。
(もっと読む)
粘着テープ
【課題】織布と樹脂フィルムの積層により形成される粘着テープであり、織布に煩雑な操作となるアンカー処理を行うことなく、織布と樹脂フィルムの剥離を防止することができる粘着テープであり、手切れ性に優れている粘着テープの提供。
【解決手段】ウーリー加工したポリエステル糸による織布を挟んで一方に高密度ポリエチレン及び低密度ポリエチレン層、他の一方に低密度ポリエチレンに、熱溶着樹脂を添加した層並びに低密度ポリエチレン層を、低温ラミネート形成法により積層体として形成し、その外側に粘着剤層を設けている粘着テープ。
(もっと読む)
発泡フィルム
【課題】剛性ならびに発泡状態が良好で、表面の外観性、断熱性に優れた発泡フィルムを提供する。
【解決手段】密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、190℃におけるダイスウェルが1.30〜2.00であるポリエチレン系樹脂組成物を含んでなることを特徴とする発泡フィルム。
(もっと読む)
カートン基材の製造方法および耐水性装飾カートン
【課題】強度やコストの点でオーバースペックにならない板紙からなる基材でブロッキング現象が発生しないカートン基材の製造方法および耐水性装飾カートンの提供が求められていた。
【解決手段】紙基材の少なくとも一方の面に、低密度ポリエチレン層,高密度ポリエチレン層がこの順に積層してなる耐水紙を用意し、前記耐水紙の高密度ポリエチレン層表面に装飾画像を印刷形成し、次いで、プレスコート層となるニスを塗布形成し、印刷インキとニスを同時乾燥する工程を具備することを特徴とするカートン基材の製造方法および耐水性装飾カートンを提供する。
(もっと読む)
発泡成形体の製造方法
【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
防錆フィルム
【課題】フィルム製膜時の発煙や臭気発生が抑制され、加工性に優れ、金属部品などの包装フィルムとしての強度を有し、且つ、包装後の初期段階より長期に渡り防錆効果を付与された防錆フィルムを提供する。
【解決手段】少なくとも1層以上の気化性防錆剤を含有する防錆樹脂層を有する防錆フィルムにおいて、前記気化性防錆剤は室温(20℃)で蒸気圧0.2Pa以上の速効性気化性防錆剤であり、且つ、前記防錆樹脂層は、ベース樹脂に前記速効性気化性防錆剤を混練した後、樹脂温度120〜140℃で溶融押し出し製膜されたものである。
(もっと読む)
熱可塑性樹脂の溶融押出成形用Tダイ及びエッジビード低減方法
【課題】 エッジビード現象を好適に抑制する
【解決手段】 熱可塑性樹脂の溶融押出成形用Tダイ15は、インナーディッケル13の下流側端面13aが、流路16の上流方向に曲折し始める位置をCxとし、インナーディッケル13の流路側端面13bが出口17の端部の方向に曲折し始める位置をCyとし、Cxから出口17の中心方向への延長線と、Cyから流路16の流れ方向Aへの延長線との交点をCとし、ロッド14の幅方向に垂直な流路側端面14aの上流側端部をCRとする場合、線分CCxの長さをLxとし、線分CCyの長さをLyとし、線分CxCRの長さをLRとし、線分CCx、線分CCy及び線分CxCyで囲まれる領域の面積をAとするとき、
A≦14.5(Lx+LR)―400
を満たすことを特徴とする。
(もっと読む)
積層フィルム、積層フィルムの製造方法、結露防止容器及び飲食物用容器
【課題】低温の内容物を収容した際にも結露を防止でき、容易に製造できる積層フィルムを目的とする。
【解決手段】連通気泡が形成されたポリオレフィン系樹脂の発泡層2と、前記発泡層2の一方の面に設けられ熱可塑性樹脂を含むソリッド層3とを有し、前記発泡層2が露出面21とされ、露出した気泡の平均口径が200〜500μmであり、気泡の開口面積率が30〜80%である。前記発泡層2は、空隙率が30〜70体積%であることが好ましく、前記発泡層2は、嵩密度が0.20〜0.60g/cm3であることが好ましく、前記ポリオレフィン系樹脂は、ポリプロピレンを含むことが好ましい。
(もっと読む)
蓄熱成型体
繊維様またはフィルム様成型体が、可塑化混合物から作製され、前記混合物は、その重量に対して60〜10質量%のキャリア成分および40〜90質量%の相変化物質から成り、前記キャリア成分は、前記可塑化混合物に対して5〜20質量%の、LDPE(低密度ポリエチレン)、HDPE(高密度ポリエチレン)、PMMA(ポリメチルメタクリレート)、ポリカーボネート、およびこれらの混合物を含む群から選択されるポリマーまたはポリマーブレンド、5〜20質量%のスチレンブロックコポリマー、ならびに、0〜20質量%の1種または2種以上の添加剤、を含有し、前記相変化物質は、天然および合成パラフィン、ポリエチレングリコール(=ポリエチレンオキシド)、ならびにこれらの混合物を含む群から選択され、前記可塑化混合物は、130〜220℃の温度にて、スピナレットまたはスリットダイスを通して押出され、延伸される。 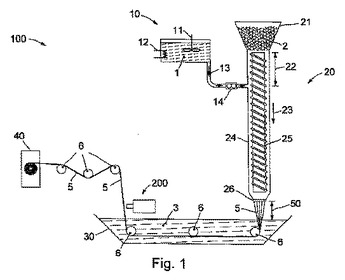 (もっと読む)
(もっと読む)
共押出し成形ダイ及びシステム、共押出し成形された物品を作製する方法、並びにそれによって作製される共押出し成形された物品
第1の溶融高分子材料及び第2の溶融高分子材料を共押出し成形するための押出し成形ダイ(20)及び方法。本ダイは、第1のダイ部分(20)と、第2のダイ部分と、第1のダイ部分及び第2のダイ部分を分離するシムとを含む。シムは、第1の側と、第2の側とを有し、シムの第1の側は、第1のダイ部分の境界を形成し、かつ第1のダイ空洞(38)を画定し、シムの第2の側は、第2のダイ部分の境界を形成し、かつ第2のダイ空洞(40)を画定する。複数個の第1及び第2の押出し開口部を有する分注縁部(36)が提供され、複数個の第1の供給チャネルが、第1のダイ空洞を分注縁部に沿った第1の押出し開口部に接続し、複数個の第2の供給チャネルが、第2のダイ空洞を分注縁部に沿った第2の押出し開口部に接続する。第1及び第2の押出し開口部は、第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を有する界面域を提供するように、分注縁部に沿って配設される。本ダイは、多層物品を作製するための押出し成形システム及び方法において使用される。  (もっと読む)
(もっと読む)
絶縁電線
【課題】従来と同等の耐熱性と絶縁被覆厚さとを有しながら、従来よりも高い部分放電開始電圧を有する絶縁電線を提供する。
【解決手段】本発明に係る絶縁電線は、少なくとも1つの押出被覆層を含む複数の被覆層からなる絶縁被覆が導体上に形成されている絶縁電線であって、前記少なくとも1つの押出被覆層は、ポリフェニレンサルファイド樹脂(A)とオレフィン系共重合樹脂(B)とを含む樹脂組成物を押出被覆した層であり、前記樹脂組成物は、前記ポリフェニレンサルファイド樹脂(A)と前記オレフィン系共重合樹脂(B)とが、重量部比で「(B)/(A) = 45/55 〜 70/30」の範囲で混和されていることを特徴とする。
(もっと読む)
1 - 20 / 48
[ Back to top ]