
Fターム[4F211AD21]の内容
プラスチック等のライニング、接合 (31,000) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (3,322) | 形状、構造 (1,825) | 異形断面、非円形断面 (18)
Fターム[4F211AD21]の下位に属するFターム
鋼矢板
Fターム[4F211AD21]に分類される特許
1 - 18 / 18
製管用部材、及び採熱構造
既設管更生部材
【課題】伸縮機能を持つとともに耐薬品性に優れた既設管更生部材を実現する。
【解決手段】既設管の内面に沿って、螺旋状に巻回または、既設管の長手方向に設置されるとともに、隣接する既設管更生部材の幅方向側縁と嵌合することによって、既設管の内部に内管を形成するようになっており、伸縮部が備えられている既設管更生部材であって、当該伸縮部はポリオレフィン系樹脂で構成されている。
(もっと読む)
繊維強化プラスチック接合体および接合方法

【課題】管構造を有する構造材料、特に熱可塑性樹脂をマトリックスとする繊維強化プラスチックを接合してなる一体物、およびその製造方法を提供する。
【解決手段】複数の管状接合体(A)と、管状接合体の内部空間に配置されたコア構造体(B)とが溶着され一体化している接合体(C)であって、管状接合体(A)およびコア構造体(B)は熱可塑性材料から構成され、コア構造体(B)は複数の接合用凸部を有している接合体(C)。
(もっと読む)
熱可塑性樹脂管の回転摩擦接合方法
【課題】熱可塑性樹脂管同士、熱可塑性樹脂管と継手とを中間部材を介して良好な接合を施すことができる熱可塑性樹脂管の回転摩擦接合方法を提供すること。
【解決手段】各々の熱可塑性樹脂管(ポリエチレン管1)の端部外面1aに所定角度のテーパー加工を施し、中間部材(ソケット3)の二箇所の接合部内面に所定角度のテーパー穴加工を施し、熱可塑性樹脂管(ポリエチレン管1)のテーパー部1bを中間部材(ソケット3)のテーパー穴3aに夫々挿入した状態で熱可塑性樹脂管(ポリエチレン管1)に対し中間部材(ソケット3)を回転させつつ熱可塑性樹脂管(ポリエチレン管1)の軸心方向に所定の圧力を加えて摩擦運動をさせて摩擦接触部分を発熱・溶融させることにより、熱可塑性樹脂管(ポリエチレン管1)同士を中間部材(ソケット3)を介して接合する。
(もっと読む)
発泡シートの接合方法
【課題】樹脂部材に発泡シートを接合させるとき、その接合状態での剛性を確保できる接合方法を提供する。
【解決手段】収納ボックスである樹脂部材10の両側面に意匠パネルである発泡シート20を接合させる方法であって、樹脂部材10の表面にリブ12を形成し、その形成したリブ12の先端面12aと発泡シート20の表面とを振動溶着によって接合させることにより、発泡シート20そのものの剛性が劣る場合でも、樹脂部材10に形成したリブによってその劣った強度を補うことができる。
(もっと読む)
ラッピング装置及びラッピング方法
【課題】基材の角部分であっても化粧シートを密着させることのできるラッピング装置及びラッピング方法を提供する。
【解決手段】このラッピング装置には、四角柱状の基材を搬送する搬送部と、搬送部で搬送されている基材の外側面に対して化粧シートを押しつけ、密着させるシート密着部と、シート密着部によって、基材の外側面のうち、2つ以上の外側面に化粧シートが密着される前に、化粧シートに切り込みを入れる切り込み部とが備えられている。切り込み部は、化粧シートにおける基材に密着する面であって、基材の角部が接触する位置に切り込みを入れている。
(もっと読む)
曲面状部材、曲面状部材の製造方法および金型の製造方法
【課題】本発明は、多品種少量生産に適した曲面状部材および曲面状部材の製造方法と、この曲面状部材を用いた金型の製造方法を提供することを目的とする。
【解決手段】曲面状部材(レンズ4)の製造方法は、基板に凹凸パターンを形成して型を製造する型製造工程と、前記型の凹凸パターンを樹脂膜(熱可塑性樹脂膜22)に転写させる転写工程と、前記樹脂膜を加工対象物(レンズ本体40)の曲面41に貼り付ける貼着工程と、を備えたことを特徴とする。
(もっと読む)
爪又は人工爪の装飾方法、及びこの装飾方法に用いられる爪又は人工爪装飾用具
【課題】下部が略逆円錐状とされた宝石を、確実かつ見栄え良く爪又は人工爪に取付け得る爪又は人工爪の装飾方法を提供する。また、大きさの異なる複数個の宝石を、容易かつ確実に爪又は人工爪に取付け得る爪又は人工爪の装飾方法を提供する。さらに、上記装飾方法に用いられる爪又は人工爪用貼着フィルム、上記装飾方法に用いられる爪又は人工爪用回転式切削工具、及びこの回転式切削工具を備えた爪又は人工爪用回転式ハンドピースを提供する。
【解決手段】下部21が略逆円錐状とされた宝石2を、爪N又は人工爪1に取付けて爪又は人工爪を装飾する方法であって、前記爪又は人工爪に、前記宝石の下部の形状に合わせて回転式切削工具3によりすり鉢状の凹部4を形成し、該凹部に接着剤5を塗布した後、前記宝石の下部を該凹部に嵌め込み接着する。
(もっと読む)
振動溶着方法
【課題】溶着部における樹脂母材の傾斜角度の影響を低減して、溶着品質の向上を図るとともに、傾斜角度の異なる複数の溶着部を1回の工程で同時に溶着する。
【解決手段】相対的に振動をするベース板20及び振動板22により、インストルメントパネル12と収納ボックス14、及び、インストルメントパネル12とダクト部材16とを層状に挟み込んで加圧及び加振をして溶着する。ベース板20の載置部21a〜21fにはウレタン材の保護材24が設けられている。保護材24の厚みA2、A3及びA4は、支持する箇所におけるインストルメントパネル12と載置部21a〜21eとの接触面の傾斜角度θ1及びθ2に基づいて設定されている。
(もっと読む)
振動溶着方法
【課題】樹脂母材に対して異なる材質の2以上の樹脂ワークを1回の工程で同時に溶着することができ、十分な溶け込み深さが得られるとともに、デフォームの発生を抑制する。
【解決手段】相対的に振動をするベース板20及び振動板22により、インストルメントパネル12と収納ボックス14、及び、インストルメントパネル12とダクト部材16とを層状に挟み込んで加圧及び加振をして溶着する。ベース板20の載置部20aにはウレタン材の保護材24が設けられている。保護材24の厚みは、収納ボックス14は比較的低融点の材質であり、ダクト部材16は比較的高融点の材質である。保護材24の厚みA1、A2は、支持する箇所の樹脂ワークの材質により異なる。
(もっと読む)
曲面パネルの施工方法
【課題】曲面パネルを構造物の曲面部に対して良好に取り付けられる曲面パネルの施工方法を提供する。
【解決手段】曲面パネル1の四隅および中間の適宜箇所に孔を形成し、曲面パネル1の裏にスペーサーを設けて構造物Tの曲面部T1との間で間隔を確保し、曲面パネル1を、貼付部材あるいは差込式止め金具を用いて構造物Tの曲面部T1に対して仮固定を実施し、曲面パネル1に形成した孔を介してナットで曲面パネル1を構造物Tの曲面部T1に対して固定し、曲面パネル1と構造物Tの曲面部T1との隙間に接着材を充填して実施する。
(もっと読む)
乗客コンベア用移動手摺接続装置及びその接続方法
【課題】 移動手摺をエスカレータ実機で実用運転した際に掛かる移動手摺の引っ張り力によっても、移動手摺の接続部の当て布の接着力が低下しない乗客コンベア用移動手摺接続装置及びその接続方法を得る。
【解決手段】 上型200、下型300及び移動手摺3の内側に挿入される中型400から構成され、少なくとも2以上の型に電熱ユニットR1〜R5が設けられた金型100を備え、金型で加圧しつつ加熱することによって熱可塑性エラストマーからなる移動手摺を接続するものにおいて、金型を構成するそれぞれの型の加熱温度又は加熱開始時間又はその両方を可変とする。
(もっと読む)
配管の補修材および配管補修方法
【課題】 経済的で且つ配管補修作業の容易な補修材およびその補修方法
【解決手段】 インナーフィルム1とアウターフィルム2との間に未硬化の樹脂を配置したものにおいて、その樹脂は補修材の長手方向の中間部のみに樹脂部3として存在する。
(もっと読む)
ライニング工法およびライニング材
【課題】ライニング材の表面に固定具を表出させずに、ライニング材の倒れを防止する。
【解決手段】一方の側部に設けられたほぞ状条帯5と他方の側部に設けられたほぞ穴状溝形条帯6との嵌合により接合されるライニング材1において、ほぞ穴状溝形条帯6側に、ライニング材1の表面1aより外側へ向って延出しかつ構造物Kの壁面Ka側に位置するように固定部6dを設ける。ライニング材1を構造物Kの壁面Kaに対向させて、固定部6dを固定具7により壁面Kaに固定した後、該固定部6d近傍にあるほぞ穴状溝形条帯6に嵌合可能なほぞ状条帯5を嵌合して、ライニング材1を接合し、該ライニング材1で固定部6dおよび固定具7を覆う。
(もっと読む)
湾曲片の成形品に裏当てする方法と工具
本発明は、湾曲片のための成形品にライニングを取り付ける方法と工具に関するものである。前記方法は、数回の連続的なパスにより成形品3に幅A2のライニング15を、圧力を加えながら取り付ける段階を含み、それによりライニングが湾曲片の曲率に適合させられる。この適合がライニング5の幅A2の場合に最小回数のパスで達成できる。工具は、ライニング15を供給するドラム25と、各パスの開始時に成形品3にライニング端部を取り付ける手段と、ライニング全幅にわたり一様にライニングを加圧する円錐形のローラ25と、湾曲片を境界付ける曲線5,7と平行に成形品3に配置された側部案内27,28を介して工具を移動させる手段26,29とを含んでいる。  (もっと読む)
(もっと読む)
浄化帯の製造方法及び浄化帯並びに浄化帯組立体
【課題】浄化帯を高い精度で容易にしかも高能率に製造することができ、更に浄化帯の配置密度を高めて汚水処理能力が高められるようにする。
【解決手段】平行に延在する複数の突出部2が薄肉部3で繋がれた凹凸面を一側に有し他側に平坦面4を有する連続山形発泡体1を、板状発泡材からプロファイル加工により形成し、連続山形発泡体1の平坦面4を接着剤5により保持シート6に固定して浄化帯7とする。
(もっと読む)
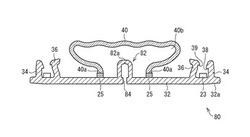
車両用の窓縁モール組立体及びその製造方法
【課題】 モールディング材の溶着接合部から芯材が露出することを防止する。
【解決手段】 接合する2本の熱可塑性ポリマー材料製のモールディング材13の接合側の端末に傾斜端面を形成した後、加熱工程で、保持型にセットした各モールディング材13の傾斜端面及びその近傍を溶着可能な温度まで加熱して軟化させる。この後、接合工程で、保持型を閉じて各モールディング材13の傾斜端面同士を圧接させて溶着すると共に、その際に溶着面からはみ出た余剰のポリマー材料を保持型に形成した芯材被覆部成形キャビティ内に流動させて充填することで、モールディング材13の溶着接合部の外周側に芯材被覆部20を成形する。これにより、2本のモールディング材13の傾斜端面同士を圧接させて溶着する際に芯材19の端部同士が突き当って接合部の外周側に変形した場合でも、その芯材19の端部を芯材被覆部20で覆うようにする。
(もっと読む)
加熱膨径管、加熱膨径管の製造方法及び既設管路の更生工法
【課題】 凹入変形された加熱膨径管を所定の温度で原管の形状に形状復元したあと、更に加熱するのみで加圧することなく膨径する加熱膨径管とその製造方法、及びその加熱膨径管を用いて安価に且つ容易に老朽化した既設管路の内周面をライニングする既設管路の更生工法を提供する。
【解決手段】 熱可塑性合成樹脂管が所定の縮径変形温度で縮径変形され、縮径変形された管の管壁が縮径変形温度より1℃〜25℃低く且つガラス転移温度若しくは融点より高い形状回復温度で管軸に沿って凹入変形され、管を昇温させた時に、上記形状回復温度において円形形状に形状復元し、縮径変形温度において管径が3%以上膨径する。
(もっと読む)
1 - 18 / 18
[ Back to top ]