
Fターム[4F213WB11]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (2,308) | 予め形成された挿入物等との一体化成形 (183)
Fターム[4F213WB11]の下位に属するFターム
Fターム[4F213WB11]に分類される特許
1 - 20 / 118
基板収納カセット用繊維強化樹脂製サポートバーの製造方法
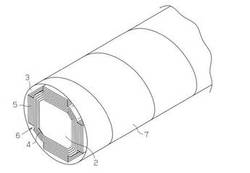
【課題】軽量かつ高い曲げ剛性を備えた繊維強化樹脂製サポートバーを早いサイクルで安価に製造する基板収納カセット用繊維強化樹脂製サポートバーの製造方法を提供することである。
【解決手段】断面角形状の長尺状の芯材2に繊維強化樹脂製のプリプレグ3を複数層巻きつけて内筒体4を形成する内筒体形成工程と、前記内筒体4の側面に、該内筒体4の軸方向に沿って、繊維強化樹脂製のプリプレグ3からなる補強層5を積層して予備成形体6を形成する積層工程と、前記予備成形体6の外層にラッピングテープ7を巻きつけるラッピング工程と、前記ラッピングされた予備成形体6を加熱する加熱硬化工程と、により、基板収納カセット用繊維強化樹脂製サポートバーを製造する。
(もっと読む)
二重型チューブ容器及びその製造方法

【課題】容器の内部及び入口が分離板によって分割されたチューブの内容物の排出のための加圧力を低くし、製作時に接着剤を不要にし、製造工程を簡素化し、製造材料を節減して製造コストを節減する二重型チューブ容器及びその製造方法。
【解決手段】円筒状の容器本体11とネック部12とからなるチューブ容器であって、容器本体11を2領域に区画する本体分離板と;ネック部12を2領域に区画するネック分離板15と;を含んでなる。このチューブ容器の製造方法は、原材シートを切断する工程と;原材シートの中央部を断面S字形の本体分離板に成形する工程と;円筒状の容器本体11を形成する工程と;下部金型を嵌合する工程と;ネック部12、ネック分離板15、容器本体11及び本体分離板を一体型に成形する射出成形工程と;前記金型から成形されたチューブを取り出す工程と;溶融加圧成形して接合する工程と;を含んでなる。
(もっと読む)
歯付ベルトの製造方法
【課題】熱可塑性エラストマーの供給量を少なくして成形を行なうことができる歯付ベルトの製造方法を提供する。
【解決手段】外周に所定間隔で歯成形溝4を設けて形成される成形ドラム5と、成形ドラム5の外周に面して配設された押圧バンド6を用いる。そして成形ドラム5を回転させつつ、予め成形した歯部3を成形ドラム5の歯成形溝4にはめ込んで、この上から、平行に配置された複数本の心線2を成形ドラム5の外周に送ると共に押出機の押出ヘッド7より溶融状態の熱可塑性エラストマー8を成形ドラム5の外周に送り出す。次に成形ドラム5の回転により押圧バンド6と成形ドラム5の間に心線2と熱可塑性エラストマー8を巻き込んで、押圧バンド6による押圧力で熱可塑性エラストマー8を成形ドラム5の外周に加圧してベルト本体部1を成形すると共に、ベルト本体部1を成形する熱可塑性エラストマー8と歯成形溝4内の歯部3とを溶融接着させる。
(もっと読む)
プラスチックレンズの製造方法およびプラスチックレンズ
【課題】複雑な工程や特殊な装置を必要とせず、光学特性に優れたプラスチックレンズを低コストで製造する方法を提供する。
【解決手段】 プラスチックレンズの製造方法は、曲面形状を有するキャビティ部1aを備えた開放型1を準備し、液状の光硬化性または熱硬化性の樹脂をキャビティ部1aに充填する工程と、b)樹脂を硬化させて曲面形状が転写された転写面を有する樹脂成形体5を形成する工程と、c)板状基材11を準備する工程と、d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層15を間に介在させて板状基材11と樹脂成形体5の開放面とを張り合わせた後、接着樹脂層15を硬化させることによって板状基材11と樹脂成形体5とを一体化させてプラスチックレンズを形成する工程と、e)開放型1から、プラスチックレンズを離型する工程と、を備えている。
(もっと読む)
ガラスランとクォーターウエザストリップの一体成形品とその製造方法
【課題】強度が充分で、生産性が高く、見栄えのよいクォーターウエザストリップとクォーターウエザストリップの一体成形品を得る。
【解決手段】ガラスラン10とクォーターウエザストリップ20の一体成形品において、ガラスランの縦辺部10cは、クォーターウエザストリップと、デビジョンバー3と一体的に形成される。デビジョンバー3はガラスランの底壁13に埋設又は密着され、長手方向に分割して、外側デビジョンバー3aと内側デビジョンバー3bとから形成される。外側デビジョンバーと内側デビジョンバーは、成形時は車外側側壁11と車内側側壁12がハ字形に互いに開いて形成され、組付け時には車外側側壁11と車内側側壁12が互いに断面略コ字形に閉じられるようデビジョンバーの長手方向の端部で保持されるガラスランとクォーターウエザストリップの一体成形品とその製造方法である。
(もっと読む)
ベルト成形体の成形装置、及び、ベルト成形体の成形方法
【課題】ベルト輪状体の積層成形工程から帆布の巻き付け工程までを一つの装置で一貫して実行できる、ベルト成形体の成形装置を提供する。
【解決手段】上記ベルト成形体7は、圧縮ゴム層2と心線3、伸張ゴム層4を含む積層物であるベルト輪状体5に帆布6を被覆して成る。上記成形装置100は、前記ベルト成形体7と嵌合する溝27を外周に有する成形型10と、前記帆布6を前記成形型10の上記溝27上に供給する帆布供給部11と、前記圧縮ゴム層2に相当するV芯36を前記帆布6の外周側に供給するV芯供給部12と、前記心線3を前記V芯36の外周側に供給する心線供給部13と、前記伸張ゴム層4に相当する上芯47を前記心線3の外周側に供給する上芯供給部14と、を備える。
(もっと読む)
波形シートの製造方法及び製造装置、発熱体の製造方法並びに発熱体
【課題】 シート部材を安定した状態で搬送してシート部材の通気性や伸張や破断を防止しつつ、シート部材を皺を寄らせず、正確な波形であるプリーツに容易に曲折することのできる製造装置、製造方法及び発熱体を提供する。
【解決手段】 シート部材を凹凸状の部材を使用して波形に形成する方法であって、前記シート部材の中央側から外側に向かって漸次波付けを行うことを特徴とする。
(もっと読む)
複合光学素子の成形方法
【課題】第1の樹脂と第2の樹脂とを積層して一体化する場合に、第1の樹脂の硬化収縮の影響で第2の樹脂の変形を防止する。
【解決手段】紫外線硬化型樹脂15を供給する工程と、紫外線硬化型樹脂15を硬化させる工程と、紫外線硬化型樹脂15の光学面に熱可塑性樹脂を供給する工程と、熱可塑性樹脂を硬化させる工程とを有し、紫外線硬化型樹脂15の収縮率が熱可塑性樹脂の収縮率よりも大きく、ガラス転移点が紫外線硬化型樹脂の方が熱可塑性樹脂よりも高いことが望ましい。
(もっと読む)
オープニングトリム及びその製造方法
【課題】車外から車内へ侵入する音を低減させるとともに、オープニングトリムを車体のフランジに取り付ける作業を容易にさせることを課題とする。
【解決手段】車体82のフランジ83と蓋部材84との隙間CL1を塞ぐために前記フランジ83に取り付けられるオープニングトリム10に、フランジ83の先端83a側に配置される基部22及び該基部22からフランジ83を挟む位置へ延出した一対の延出部24,26を有してフランジ83を一対の延出部24,26の間へ挿入する本体部20と、一対の延出部24,26の内面24a,26aからそれぞれ延出してフランジ83を保持する各リップ部32,34とを設けるとともに、本体部20の内面22a,24a,26aにおいて各リップ部32,34よりも基部22側に吸音材50を設ける。
(もっと読む)
表皮付ポリプロピレン系樹脂発泡成形体
【課題】表皮材の肉厚が薄く軽量性、機械的物性、表皮材と発泡粒子成形体との融着性および発泡粒子同士の融着性に優れた表皮付ポリプロピレン系樹脂発泡粒子成形体。
【解決手段】表皮付ポリプロピレン系樹脂発泡粒子成形体ブロー成形により得られた中空成形体10内にポリプロピレン系樹脂発泡粒子成形体20が位置してなる表皮付ポリプロピレン系樹脂発泡成形体であって、該表皮を形成している樹脂が、熱流束示差走査熱量測定における80〜140℃の部分融解熱量が15J/g以上、かつ部分融解熱量と全融解熱量との比が0.2以上であるポリプロピレン系樹脂であり、該表皮の厚みが0.3〜3.5mm、該発泡粒子成形体の見かけ密度が0.015〜0.15g/cm3であり、表皮の厚みが0.5〜3.5mmで、発泡粒子成形体の密度が0.02〜0.1g/cm3であることを特徴とする。
(もっと読む)
電子写真装置用クリーニングブレード及びその製造方法
【課題】球形(真球状、異形状)で、かつ、小粒径の重合法トナーを使用した場合であっても、高温高温下の異音防止性及び常温常湿下のクリーニング性を両立できる電子写真装置用クリーニングブレードを提供する。
【解決手段】弾性ゴム部材及び支持部材を有する電子写真装置用クリーニングブレードであって、上記弾性ゴム部材は、エッジ層及び上記エッジ層以外の層を有する2層以上の複層構造を有し、上記エッジ層以外の層の少なくとも1層が、23℃におけるJIS A 硬さが68〜100°であり、かつ、反発弾性が0〜30%である材料からなる
電子写真装置用クリーニングブレード。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソン20をブロー成形して形成される中空のブロー成形体の内部に発泡性樹脂を注入した後に、成形型10のキャビティ16の容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記コア部を移動して前記ブロー成形体を膨張させる際に前記ブロー成形体の膨張に伴って前記ブロー成形体の延伸される部分が前記ブロー成形体の他の部分より延伸性の高い樹脂からなるように前記パリソンが形成されていることを特徴とする。
(もっと読む)
ゴムホースの製造方法、補強コード層の形成方法、及び補強コード層の形成装置
【課題】帯状のプライを精度よく巻き付けて複数の補強コード層を形成することのできるゴムホースの製造方法の提供。
【解決手段】先端ロール17a、17bの間にプライ8を通して、マンドレル11の周りの内面未加硫ゴム13に導く。マンドレル11を回転させつつ一側に移動させる。プライ8が一側の先端ロール17aに掛かって一側に傾斜する。プライ8が内面未加硫ゴム13に螺旋状に巻き付いて補強コード層6aを構成する。マンドレル11を同じ方向に回転させたまま他側に移動させる。プライ8が他側の先端ロール17bに掛かって他側に傾斜する。プライ8が螺旋状に巻き付いて外側の補強コード層6bを形成する。所望回数のプライ8の巻き付けによって複数の補強コード層6a、6b、6c、6dを連続して形成する。外面未加硫ゴムを形成し、内面未加硫ゴム及び外面未加硫ゴムを加硫成形する。
(もっと読む)
蛇腹ホース及びその製造方法
【課題】蛇腹部の嵌合部内部へのめり込みを防止し、省スペースで、廉価な蛇腹ホース及びその製造方法の提供。
【解決手段】嵌合部(1)と、蛇腹状に構成され且つ外径寸法が嵌合部の外径よりも小さい蛇腹部(3)と、嵌合部(1)と蛇腹部(3)との間の領域に介在し且つ外径寸法が嵌合部から蛇腹部に向かって減少するように構成されたテーパー部(4)とを備え、複数の布状部材(6、8、9)の層とその中間にあるゴム層(7)とを有し、前記テーパー部(4)におけるゴム層(7)と半径方向内側の布状部材(6)の層との間には補強用部材(11)が介装されている。
(もっと読む)
コンベヤベルトの製造方法
【課題】複数のゴムベルトを積層してコンベヤベルトを製造する製造ラインにおいて作業員の手作業が介入することに伴う製造ラインでのロスタイムをなくせ、被検出体を備えたコンベヤベルトを効率的に製造できるコンベヤベルトの製造方法を提供する。
【解決手段】本発明のベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法は、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面にゴム磁石片13(被検出体)を取り付けてロールしたゴム磁石付きサイドゴムベルトロール21(被検出体付きゴムベルトロール)を予め製造しておき、コンベヤベルトの製造ラインにおいてゴム磁石付きサイドゴムベルトロール21から繰り出したゴム磁石付きサイドゴムベルト20(被検出体付きゴムベルト)と他のゴムベルトとを積層して加硫したことを特徴とする。
(もっと読む)
操作パネルの製造方法
【課題】 LEDが発光している時としていない時で操作パネルの表示部の色を変えることを可能とし、視覚的な効果が期待できる蛍光顔料を用いた操作パネルの製造方法を提供する。
【解決手段】 フィルム12の裏面に印刷を行い印刷インク層20を形成し、さらに前記印刷インク層20に重ねてバインダーを印刷してバインダー層30を形成し、次に、前記フィルム12を切断して型抜きを行い、型抜きされたフィルム12をプレス型により外周曲げと3次元形状を行うフォーミングを行い、最後に、射出成形金型のキャビ面にフォーミングされたフィルム12をセットし、セット後に溶融樹脂を型内に射出し、前記バインダー層30が溶解し接着剤となり、前記インク層20と成形樹脂層40とを接着し、操作パネルの発光部分50においては、フィルム12を印刷するインクを、透明インクにUV蛍光顔料を添加したインクを印刷する。
(もっと読む)
マイクロレンズアレイの製造方法、マイクロレンズアレイ、それを用いた有機ELラインヘッド及び画像形成装置
【課題】光学的性能が良く、両面のレンズ面の光軸ずれが小さい有機ELラインヘッド等に用いるマイクロレンズアレイの製造方法。
【解決手段】 マイクロレンズアレイのそれぞれのレンズ面に対応する型面92、94を持つ金型82、84に光硬化性樹脂76を注入し、その上にそれぞれの透明基板71、73を載せ、その金型に設けられた位置決め手段を用いて透明基板を位置決めし、透明基板71、73側から光照射して光硬化性樹脂76、76’を硬化させることにより2つのレンズアレイ61 、62 を成形し、2つのレンズアレイ61 、62 をそれぞれの成形の際の位置決めに用いた位置決め部を用いて相互に位置合わせして一体化することでマイクロレンズアレイを作製する。
(もっと読む)
電子写真装置用クリーニングブレード及びその製造方法
【課題】摩擦係数が小さく、優れたクリーニング性を有する電子写真装置用クリーニングブレード及びその製造方法を提供する。
【解決手段】弾性ゴム部材、支持部材及び接着剤層を有する電子写真装置用クリーニングブレードであって、上記弾性ゴム部材は支持部材と接合していないクリーニング層及び支持部材と接着剤層を介して接合しているベース層からなる2層構造を有し、上記クリーニング層は23℃におけるJIS A 硬さが91°〜99°のポリウレタン、上記ベース層は23℃におけるJIS A 硬さが60°〜80°のポリウレタンからなるものであり、上記クリーニング層の厚み(a)とクリーニング層の厚み(a)及びベース層の厚み(b)の和(a+b)との比(a/(a+b))は1/3以下である電子写真装置用クリーニングブレード。
(もっと読む)
定着ベルトの製造方法
【課題】ベルト基材と被覆層との間に高い接着強度が簡単に得られる定着ベルトの製造方法を提供する。
【解決手段】ベルト基材12の内側に横断面円形の芯体14を密着嵌合して、ベルト基材12と芯体14とを一体の被処理ワークとする工程と、芯体14を回転させることによりベルト基材12を回転させる工程と、芯体14をアース電極として、ベルト基材12に沿い、かつ所定間隔を隔てて配置された棒状電極16との間にコロナ放電を行ってベルト基材12の外表面を表面改質処理する工程と、ベルト基材12とその外周上に被覆される被覆層とを接着する工程とを備えた。
(もっと読む)
伝動ベルトの製造方法
【課題】 ベルト側面を精度よくカットし、またベルトの製造工程においてスクラップ(カット屑)を少なくすることができる伝動ベルトの製造方法を提供する。
【解決手段】 圧縮ゴム層と伸張ゴム層との間に心線を介在させるように積層一体化した矩形断面のベルトをバイアスにカットする伝動ベルトの製造方法に関する。小径部の両側に大径部83aを有する少なくとも2本の軸に、前記大径部の間に前記圧縮ゴム層6を挟むようにして、前記矩形断面のベルト70を掛け渡し、前記ベルトの張り側と弛み側の少なくとも一方をプッシュロール85によって押圧するとともに、そのベルト側面をガイドロール87によって挟持し、前記ベルトに張力を付与しつつ走行させながら、カッター9を、前記プッシュロール85で押された圧縮ゴム層のカット線a上に沿ってバイアス方向に進入させ、そして該カット線a上から外れ圧縮ゴム層に触れないような復路線b上に沿って後退させる。
(もっと読む)
1 - 20 / 118
[ Back to top ]