
国際特許分類[B24B49/12]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | 光学的装置を有するもの (362)
国際特許分類[B24B49/12]に分類される特許
21 - 30 / 362
切削装置及び分割方法
【課題】被加工物に形成された2本のV溝から露出したアライメントマークを検出しアライメントマークを基準として加工予定ラインを設定する場合において、アライメントマークを効率よく検出できるようにする。
【解決手段】被加工物を撮像する撮像手段と、被加工物を回転可能に保持する保持テーブルと、被加工物を切削する切削ブレードを備える切削手段とを少なくとも備え、保持テーブルと切削手段とが相対的に切削送り方向に切削送りされるとともに、切削送り方向と直交する割り出し送り方向に相対的に割り出し送りされる切削装置において、撮像手段は、撮像素子が切削送り方向に一列に配列されたラインセンサであり、撮像手段と保持テーブルとを相対的に割り出し送りすることで被加工物の切削領域を検出する。割り出し送り方向に形成された2列の溝のアライメントマークを同時に検出することができるため、切削加工の生産性を向上させることができる。
(もっと読む)
距離測定装置及び研磨ユニット並びに欠陥修正装置

【課題】温度ドリフト等のノイズによる影響を受けにくく、高精度な距離測定又は変位量測定を行うことができる距離測定装置を実現する。
【解決手段】光源10から透明体12を介してワーク表面に向けて測定ビームを投射すると、透明体12の第1の面12aを透過して第2の面12bで反射し、第1の面12aから出射する第1の反射ビーム13aと、透明体12の第1の面12a及び第2の面12bを透過し、ワーク表面で反射し、再び透明体12の第2の面12bを透過して第1の面12aから出射する第2の反射ビーム13bとが光検出手段15に入射する。信号処理装置16は、第1の反射ビーム13aを受光した受光素子と第2の反射ビーム13bを受光した受光素子との間の距離情報に基づいて透明体12の第2の面12bからワーク表面までの距離又は変位量を出力する。
(もっと読む)
移動体の接触検知方法
【課題】二つの物体を近づける場合に、両者間の隙間を維持したままできるだけ両者を近づけるとともに、両者が近づいたことを検出することを可能とするための、移動体の接触検知方法を提供する。
【解決手段】少なくとも一方が移動体として移動する二つの物体同士が、所定の距離まで近づいたかを検知するための移動体の接触検知方法であって、少なくとも二つの物体の間に設けたい所定の距離よりも厚い可撓性を有するベース部と、ベース部の少なくとも一部の表層部に形成される可撓性を有する光反射部と、を有する接触センサーを用いる。
(もっと読む)
硬質脆性板の周縁加工装置
【課題】搬入された板状のワークの位置及び角度の誤差を補正する補正手段を備えた、小型で装置構造も簡単かつ部品点数も少ない、周縁加工装置を提供する。
【解決手段】鉛直軸回りに回転するテーブル、ワークの周縁を加工する工具、工具送り装置及びワークの角部の画像を取得する1個のカメラを備える。テーブルにワークが搬入されたとき、カメラでワークの第1の角部と180度対向する第2の角部の画像を取得し、それらの角部のあるべき位置からの2次元平面方向の偏差を検出し、それらの偏差から、テーブル中心に対するワークの中心の位置偏倚及び角度偏倚を演算する。
(もっと読む)
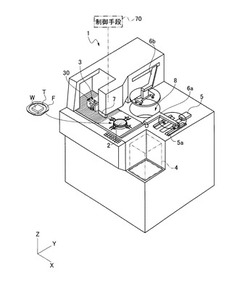
ワーク位置ずれ検出装置
【課題】搬送による位置ずれが発生した被加工物を研削室内に移動する前に取り除くことができ、自動運転の続行可能な機能を持つ加工装置を提供する。
【解決手段】ワーク位置ずれ検出装置3を備える加工装置1であり、搬送アーム31に位置ずれ検出手段40を備え、検出手段40は、ワーク外周部近傍のワークW上で検出光を投光する投光部41aと検出光がワークWで反射し受光する受光部41bとからなる位置ずれ検出センサー41と、受光量を数値で算出する演算部412と、算出値が予め設定したしきい値以上の時は動作を続行し、予め設定したしきい値を下回る時はワークWを取り除く指示のメッセージを画面に表示する判断部413とを備える。ワークWの位置ずれが発生してもワークWが研削室9b内に移動する前にワークWを取り除くことができ、加工装置1の自動運転も続行可能となるため、被加工物の生産性の向上を図ることができる。
(もっと読む)
厚み検出装置および研削機
【課題】被加工物の厚みを正確に検出することができる非接触式の厚み検出装置および厚み検出装置を装備した研削機を提供する。
【解決手段】被加工物に対して透過性を有する所定の波長領域を有する発光体と、集光器とを備えた検出光照射手段と、検出光照射手段によって照射されチャックテーブルに保持された被加工物の上面および下面で反射した反射光を集光する集光レンズと、集光レンズによって集光された反射光の干渉を回折する回折格子と、回折格子によって回折した反射光の所定の波長域における光強度を検出するイメージセンサーと、イメージセンサーからの検出信号に基づいて分光干渉波形を求め、被加工物の上面で反射した反射光の光路長と被加工物の下面で反射した反射光の光路長との光路長差に基づいて被加工物の厚みを求める制御手段とを具備し、検出光照射手段は、P偏光を被加工物の上面に対して所定の入射角をもって照射する。
(もっと読む)
切削ブレードの外径サイズ検出方法
【課題】マルチブレードを備える切削装置において、装置構成を複雑とすることなく、短時間でマルチブレードのZ軸方向の位置決めを可能とするために、マルチブレードを構成する各切削ブレードの外径サイズを容易に検出する技術を提供する。
【解決手段】外径サイズ検出用被加工物の上方から切削手段を下降させて所定高さに位置付けることで外径サイズ検出用被加工物に複数の切削ブレードを切り込ませ、外径サイズ検出用被加工物に複数の切削痕を形成する切削痕形成ステップと、複数の切削痕を撮像して各切削痕の長さを検出する長さ検出ステップと、長さ検出ステップで検出した各切削痕の長さとスピンドルの軸心高さ位置から外径サイズ検出用被加工物の上面高さ位置までの距離とから各切削ブレードの外径サイズをそれぞれ算出する外径サイズ算出ステップと、を備えた切削ブレードの外径サイズ検出方法とする。
(もっと読む)
加工装置
【課題】ウェーハの加工を行う加工装置において、ウェーハの形状を円滑に認識して生産効率を良好にするとともに、透明なウェーハについても形状を認識できるようにする。
【解決手段】保持手段2に保持された被加工物Wを撮像して加工すべき領域を検出し、その領域を加工手段3によって加工する加工装置1において、被加工物Wの保持手段2に対する着脱が行われる領域である着脱領域Aから被加工物Wが加工手段3による作用を受ける領域である作用領域Bまでの被加工物Wの移動経路に、ライン照明とラインセンサとからなるスキャナ10を配設し、被加工物Wが着脱領域Aから作用領域Bまで移動している間に、ライン照明からの光を被加工物において全反射させラインセンサでとらえることで、透明な被加工物Wの形状認識を可能とするとともに、形状認識のために保持手段2の動きを停止させず、デバイスの生産性を向上させる。
(もっと読む)
化学機械的研磨のスペクトルに基づく監視のための装置および方法
【課題】研磨ステップの終点が達成された時を決定するステップを提供する。
【解決手段】スペクトルに基づく終点検出、スペクトルに基づく研磨速度調整、光学ヘッド53頂面の噴射、または窓付きのパッド30を含み、スペクトルに基づく終点検出は、具体的なスペクトルに基づく終点論理を適用することで終点が呼び出されるとターゲット厚さが達成されるよう、具体的なスペクトルに基づく終点決定論理を経験的に選択された基準スペクトルを使用して、異なるトレースまたは一連のシーケンスを使用して研磨終点を決定し、噴射システムは、光学ヘッド53の頂面にかけて層状のガス流を作成し真空ノズルと真空源は、ガス流が層状になるように構成され、窓は、柔軟なプラスチック部分と結晶質またはガラス質の部分を含み、スペクトルに基づく研磨速度調整は、基板上の異なるゾーンにスペクトルを得るステップを含む。
(もっと読む)
加工装置
【課題】可動部が比較的早い速度で移動中であってもチャックテーブルに保持された被加工物の撮像すべき領域を確実に撮像できる加工装置を提供する。
【解決手段】被加工物を撮像するカメラと、該カメラの撮像領域にストロボ光を照射するストロボ光源と、該位置検出部から出力される信号に基づき該ストロボ光源を駆動する制御手段とを含み、該制御手段は、被加工物の撮像すべき領域の座標が記憶された座標記憶部と、該ストロボ光源を駆動する照射指示部とを含み、該照射指示部は、該位置検出部から出力される位置信号と該座標記憶部に記憶された座標とが一致したときからストロボ光が照射されるまでの遅れ時間を(S)とし、該可動部の移動速度を(V)としたとき、該座標記憶部に記憶された座標から(VS)を減じた値と該位置検出部から出力される信号とが一致した際、該ストロボ光源を駆動する駆動信号を出力することを特徴とする。
(もっと読む)
21 - 30 / 362
[ Back to top ]