
国際特許分類[B24B49/12]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | 光学的装置を有するもの (362)
国際特許分類[B24B49/12]に分類される特許
71 - 80 / 362
研削装置
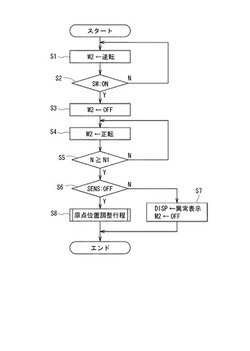
【課題】移動基台に装着された研削手段の原点位置を検出する際に、原点位置検出センサーの脱落等に起因して移動基台に装着された研削手段が暴走するのを防止する。
【解決手段】研削手段の原点位置を検出する際には、研削送り手段のサーボモータを逆転駆動し研削手段が装着された移動基台を離反規制位置検出手段に達するまで上昇移動して離反規制位置に位置付けた後、サーボモータを正転駆動して移動基台を離反規制位置から下降移動し、原点位置検出センサーが遮光信号を出力した場合には原点位置調整工程を実施し、移動基台の下降移動時において移動量検出手段からの検出信号に基づいて移動基台の移動量が離反規制位置から原点位置までの距離に達しているにも拘わらず原点位置検出センサーが遮光信号を出力しない場合には表示手段に異常表示するとともに、研削送り手段の該サーボモータを停止する。
(もっと読む)
心出し方法および心出し装置、レンズ心取り方法、レンズ心取り装置、枠切削方法および枠切削装置

【課題】保持軸の連続回転を妨げることなく光学部品の偏心調整が可能に心出しする技術を提供すること。
【解決手段】心出し装置フレームFに回転自在に設置された保持軸22と、保持軸22の先端で光学部品Lを保持固定する保持具23と、保持具23に保持固定された光学部品Lの光軸と保持軸22の回転軸22aとの偏心状態を測定する偏心測定部25と、保持具23を保持軸22の回転軸22aに対して直交する方向および傾き方向に移動可能とする位置調整部24と、偏心測定部25により測定された偏心状態に基づいて保持具23の位置調整量を算出する演算処理部26と、心出し装置フレームFに設置され、演算処理部26により算出された位置調整量に基づいて位置調整部24を駆動する駆動部27とを備える。
(もっと読む)
化学機械的研磨装備の研磨テーブル、これを用いて化学機械的研磨工程をモニターする方法、これを用いて終末点を検出する方法及びその製造方法
【課題】本発明は、インサイチュ終末点検出器の機能の低下なしに化学機械的研磨効率の極大化に適合する研磨パッド、化学機械的研磨効率を極大化させることができる研磨パッドを用いて化学機械的研磨工程をモニターする方法、研磨テーブルを用いて化学機械的研磨工程の終末点を検出する方法並びに、研磨パッドを製造する方法を提供する。
【解決手段】透明な支持層を備える研磨層を含み、透明な支持層に研磨層よりも薄く形成される層が隣接し、研磨層に付着したプラテン層をさらに含み、プラテン層は支持層に対応する位置で貫通ホールを有し、当該ホールの研磨層側の断面が広く形成される部位に直接的に接して支持されるとともに支持層と接する透明なプラテン窓を備え、プラテン窓の研磨層に対して前記プラテン層が位置する方向である下方の部位がプラテン層の研磨層と接する面よりも下方に位置する化学機械的研磨パッドである。
(もっと読む)
研磨装置及び研磨方法
【課題】生産性を低下することなく、研磨後の膜厚の目標値からのずれ量を小さくし、高精度な研磨を行う。
【解決手段】複数の基板Wにおける被処理膜の初期膜厚を測定する初期膜厚測定手段6と、初期膜厚の測定結果に基づき、各基板間の被処理膜の初期膜厚差が所定値以下となるように複数の基板を並べ替えるソート手段10と、並べ替えられた複数の基板の被処理膜を1次研磨する第1研磨手段14と、研磨後の被処理膜の膜厚を測定する研磨後膜厚測定手段15と、測定した初期膜厚と研磨後の被処理膜の膜厚、及びその時の研磨時間に基づき1次研磨における研磨レートを算出し、更に算出した研磨レートと次に1次研磨する基板の初期膜厚、及び研磨後の被処理膜の膜厚の目標値に基づき研磨時間を算出し、該研磨時間を次に1次研磨する基板の研磨時間としてフィードバックする制御を初期膜厚の厚さ順に逐次行う制御手段20と、を備える。
(もっと読む)
切削方法
【課題】 切削ブレードの状態を正確に検出可能な切削方法を提供することである。
【解決手段】 切削ブレードで被加工物を切削する切削方法であって、切削ブレードを切削開始位置に位置づけて被加工物へ切り込ませつつ、該切削ブレードと被加工物とを相対的に加工送りして被加工物を一方向に切削する切削ステップと、該切削ステップを実施した後、該切削ブレードを被加工物へ切り込ませない退避位置に位置づけて該切削ブレードと被加工物とを該一方向と反対方向に相対移動させ、更に該切削ブレードを該切削開始位置に位置づける切削ブレード戻しステップと、該切削ブレード戻しステップの実行時に、該切削ブレードの外周縁を挟んで配設された発光部と受光部とを備えたブレード検出手段で該切削ブレードの状態を検出するブレード検出ステップと、を具備したことを特徴とする。
(もっと読む)
研磨終点検出装置、及び研磨終点検出方法
【課題】研磨中のウェハからの光反射率の絶対量に変化が生じたり、スラリーがウェハ表面に介在してノイズが混入しても、研磨終了点を正確に検出できるようにする。
【解決手段】図は、分光スペクトルにおける波形の節の波長変化を時間軸に対してプロットした特性図である。この波長変化のプロットに対して、予め設定した近似線、例えば、y=−at+bの一次式で近似した近似線を描く。尚、yは波長、tは研磨時間、a,bは定数である。そして、近似線が任意の波長に達したタイミングを研磨終了点とする。例えば、分光スペクトルの波長が510nmに達した時刻(研磨開始時点からの時刻)110secを研磨終了時刻として予測する。このようにして、近似線を用いることにより、研磨中のウェハの膜厚むらの有/無に関わらず、ウェハの膜厚変化に対する波長のシフト量からウェハの研磨終了時刻を正確に予測することができる。
(もっと読む)
研削加工装置
【課題】ワークを研削装置の保持手段に搬入する前にワークの欠けの有無を検出する。
【解決手段】ワーク保持手段にワークを保持して研削加工を行う研削加工装置において、保持手段にワークを搬入する前にワークの欠けの有無を検出する検出手段4を備え、検出手段4は、被検出ワーク全体を撮像する撮像部41を備え、撮像部41を構成する画素が光の強度に応じて発する電気信号の強度に境界値を設け、境界値よりも強い強度を出力した画素又は弱い強度を出力した画素の少なくとも一方の数を検出数として検出し、その検出数と、あらかじめ欠けの無い基準ワークの撮像によって求められた境界値よりも強い強度を出力した画素又は弱い強度を出力した画素の少なくとも一方の数である基準数とを比較することによって欠けの有無を判定する。
(もっと読む)
研磨方法および研磨装置
【課題】可視光線を用いてシリコン層などの半導体層の研磨終点を正確に検知することができる研磨方法および研磨装置を提供する。
【解決手段】本発明に係る研磨方法は、半導体層の研磨中に該半導体層に可視光を照射し、半導体層からの反射光を受光し、反射光の所定の波長範囲での強度を測定し、強度の測定値を所定の基準強度で割って相対反射率を算出し、相対反射率と反射光の波長との関係を示すスペクトルを生成し、スペクトルから、半導体層の厚さに従って変化する研磨指標を求め、研磨指標が所定のしきい値に達した時点に基づいて半導体層の研磨を終了する。
(もっと読む)
半導体装置の製造方法
【課題】ウェハの厚みを精度よく制御でき、ウェハの面内均一性が向上した半導体装置の製造方法を提供することを目的とする。
【解決手段】本発明にかかる半導体装置の製造方法は、(a)ウェハ21と、ウェハ21上に形成された保護部材24とからなる処理対象を用意する工程と、(b)保護部材24の厚みを、複数点において測定する工程と、(c)複数点における測定結果に基づいて、ウェハ21と保護部材24とを合わせた厚みの目標値を設定し、当該目標値に従ってウェハ21を研削する工程とを備える。
(もっと読む)
研削装置
【課題】液体中の伝播により検査用光線が減衰することを容易に抑えることができる非接触式の厚さ測定手段を備えた研削装置を提供する。
【解決手段】発光受光部50のケース52の下面であるワーク1への対向面52cとワーク1との隙間57に水Wを供給して充満させた状態で、ケース52内に収容された発光受光ヘッド53から検査用光線をワーク1に発光し、水W中を伝播してワーク1の表面および裏面で反射した検査用光線の干渉波を発光受光ヘッド53で受光し、受光した干渉波の波形に基づいてワーク1の厚さを求める構成において、発光受光部50と別体でケース52の外部に配設した液体供給部60から隙間57に水Wを供給する構成として、対向面52cをワーク1に極力接近させることができるようにする。
(もっと読む)
71 - 80 / 362
[ Back to top ]