
国際特許分類[B24B49/16]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | 研削中の負荷を考慮したもの (149)
国際特許分類[B24B49/16]に分類される特許
1 - 10 / 149
板状基板の割れ検知方法
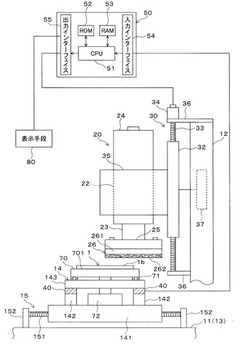
【課題】研磨加工中の板状基板に割れが発生したことを適確に判断することができ、板状基板の割れに速やかに対処することができる板状基板の割れ検知方法を提供する。
【解決手段】加工送り量制御手段50で研磨手段20の加工送り量を制御しながら基板1を研磨している最中に、研磨手段20の研磨工具26と基板1との接触によって発生する荷重が予め定められた所定の範囲を超えて減少した時に、基板1に割れが発生したと判断する。
(もっと読む)
砥石

【課題】砥石と遊離砥粒とを用いて研削を行うことにより、加工レートと良好な面粗さとを共に得ようとする技術が提案されている。しかし、従来の砥石は砥粒とボンド材とが硬く結合しているため、供給された遊離砥粒を十分に保持することができず、供給される遊離砥粒を加工レートと良好な面粗さの向上に活かすことができなかった。
【解決手段】微粒金属体と、前記微粒金属体の表面に突き刺さって配置される高硬度の微粒石と、微粒石が突き刺さった微粒金属体を分散状態で形状維持するための樹脂とからなる砥石などを提供する。
(もっと読む)
剛性測定方法および研削盤
【課題】工作物の研削部位の正確なたわみを研削中に測定し、これと研削抵抗を用いて正確な研削位置剛性を測定できる剛性測定方法および研削盤を提供する。
【解決手段】研削作用位置から回転方向に180度未満に位置する加工部の表面の位置である測定開始位置Aを含む直径である開始位置直径D0を測定する。測定開始位置Aが工作物Wの回転軸心Oに関して研削作用位置と対向する位置に到達した時に、測定開始位置Aに対する工作物の両軸端部における回転中心を結ぶ直線の距離である表面距離Lと、この時作用している法線研削抵抗力Rを同時に測定する。開始位置直径D0を測定してから工作物Wが180度回転した時の測定開始位置Aを含む直径である終了位置直径D2を測定する。工作物Wの研削作用位置における剛性である研削位置剛性kを式k=R/(L−(D0+D2)/4)を用いて演算する。
(もっと読む)
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
超仕上げ加工方法および超仕上げ加工装置
【課題】安定した加工状態を得ることが可能な超仕上げ加工方法および超仕上げ加工装置を提供する。
【解決手段】回転する工作物9に砥石台4に支持した砥石10を揺動させながら押し当てる超仕上げ加工装置の砥石台4に、回転する工作物9の接線方向の分力Qを検出する主分力センサ6a、押し当て方向の分力Pを検出する背分力センサ6b、砥石10の揺動方向の分力Rを検出する揺動荷重センサ6c、砥石10の押し当て方向の移動量を検出する移動量センサ7、工作物9の寸法減少量を検出するインプロセスゲージ8を設ける。そして、「粗」→「仕上げ」に応じて変化するセンサ6a、6bの出力に基づき加工状態を判定し、加工条件(回転数、揺動数、押し付け力)を変化させて加工効率を改善する。また、前記センサ6a、6b、移動量センサ7とインプロセスゲージ8の出力を用いて研削異常を検出し砥石の不具合への対処を行うことにより、安定した加工状態を得ることができるようにする。
(もっと読む)
ロール研磨装置及びロール研磨方法
【課題】搬送用ロールの温度が変化した場合であっても押疵欠陥が発生することを抑制すること。
【解決手段】制御装置11が、電流負荷センサ8によって検出されるモータ3の電流負荷が温度センサ9によって検出された搬送用ロール20の温度に対応する所定の電流負荷範囲内になるように、搬送用ロール20に対する研磨ロール2の押込量を制御する。これにより、搬送用ロール20の温度が変化した場合であっても、押疵欠陥が発生することを抑制できる。
(もっと読む)
表面に金属膜が被覆された硬質基板の研削方法
【課題】表面に金属膜が被覆された硬質基板を研削して金属膜を除去可能な硬質基板の研削方法を提供する。
【解決手段】硬質基板の研削方法であって、硬質基板の裏面を保持して該金属膜を露出させる保持工程と、チャックテーブルを回転させると共に、研削ホイールを回転させながら研削送りして、該チャックテーブルに保持された硬質基板の表面に被覆された該金属膜を研削する金属膜研削工程と、該金属膜が研削されて露出した硬質基板を引き続き研削して硬質基板を所定の厚みに形成する硬質基板研削工程とを具備し、該金属膜研削工程は、該研削ホイールを駆動するモータの負荷電流値が所定の値を超えて上昇した際に該金属膜から該研削砥石を離反させる離反工程と、該金属膜に該研削砥石を再度接触させて該金属膜を研削する接触工程とを含み、該離反工程と該接触工程とを繰り返し実施して該金属膜を研削して除去する。
(もっと読む)
切削装置、切削装置を用いた切削方法、および部品の製造方法
【課題】板材を厚さ方向に複数段に分けて段階的にカットする技術において、各段カット時の加工負荷を従来よりも均一に近づける。
【解決手段】回転式の刃具を用い、板材を厚さ方向に複数段に分けて段階的にカットする切削装置が、刃具を回転させるモータに供給される電流値を検出する検出回路と、刃具による複数段の各段の厚さ方向の切り込みの深さである切り込み量を制御する制御装置とを備え、制御装置は、複数段の各段のカット時に検出回路が検出した電流値または電力値に基づいて、複数段の各段のカット時における刃具への加工負荷相当値を特定し、特定した各段の加工負荷相当値間の乖離量に基づいて、各段のカット時における刃具への加工負荷を均一に近づけるよう、各段の切り込み量を補正する。
(もっと読む)
高精度加工装置
【課題】切削抵抗もしくは研削抵抗などの加工負荷に起因する工具の撓みを解消し、高精度加工を行うことができる高精度加工装置を提供する。
【解決手段】円柱形状の加工面を有し加工面を回転軸24にて回転する工具4を備え、ワーク1に工具4の円柱形状の加工面を回転させながら当接させて加工を行う高精度加工装置において、ワーク1に対して工具4の回転軸24を水平方向に旋回する旋回駆動モータ5と、旋回駆動モータ5の非加工時の出力値および加工時の出力値を取得するトルクセンサ17、旋回駆動モータ5の非加工時の出力値と加工時の出力値とから工具4の回転軸24に対する撓み量を算出して、撓み量を解消するための旋回の旋回量を決定する演算部14と、工具4の回転軸24が旋回の旋回量と成るように旋回駆動モータ5を制御する制御部16とを備える。
(もっと読む)
CMP装置、研磨パッド及びCMP方法
【課題】高平坦性の確保と研磨傷の低減を両立可能なCMP技術を提案する。
【解決手段】実施形態に係わるCMP装置は、水溶性粒子を含んだ研磨パッド12の表面部にスラリーを供給する供給部15と、被研磨物14を保持した状態で被研磨物14を研磨パッド12の表面部に接触させる保持部13と、研磨パッド12の表面部に配置され、研磨パッド12の表面部の温度を設定する温度設定部17と、供給部15、保持部13及び温度設定部17の動作を制御する制御部18とを備える。制御部18は、研磨パッド12の表面部の温度を第1の温度範囲内に設定した状態で被研磨物14を研磨する第1の研磨工程を実行した後に、研磨パッド12の表面部の温度を第2の温度範囲内に設定した状態で被研磨物14を研磨する第2の研磨工程を実行する。
(もっと読む)
1 - 10 / 149
[ Back to top ]