
国際特許分類[B29C33/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 材料または製造方法に特微があるもの (1,991)
国際特許分類[B29C33/38]の下位に属する分類
プラスチック,例.発泡体,ゴム (252)
国際特許分類[B29C33/38]に分類される特許
71 - 80 / 1,739
型、それを用いたインプリント装置、インプリント方法および物品の製造方法
【課題】基板上の樹脂に生成されるパターンの欠陥の発生を抑えるのに有利な型を提供する。
【解決手段】この型7は、被処理体9に対して成形すべきパターンが形成されたパターン部7aを有する。型7は、被処理体9に向かう側とは反対の側に位置し、被処理体9に向かう面の中央部にて突出したパターン部7aを有する第1平板20と、被処理体9に向かう側に位置し、第1平板20に形成されたパターン部7aが被処理体9と対向するように貫通する開口部7cを有する第2平板22とを含む。ここで、第1平板20と第2平板22とは、内部空間である第1空間21を介して重なり合い、第1平板20は、パターン部7aを被処理体9に押し付ける方向に変形可能である。
(もっと読む)
高温軟化抵抗性に優れた高強度金型の製造方法

【課題】 高温軟化抵抗性に優れた高強度金型の製造方法を提供する。
【解決手段】 工具鋼粉末と酸化物粉末との混合粉末であって、質量%でC:0.1〜3.0%、Cr:1.0〜18.0%を含有し、かつ、体積%で酸化物を0.3〜5.0%含有する混合粉末をメカニカルミリングした後、熱間静水圧プレスによって固化し、型彫り面形状に機械加工して焼入れ焼戻しするか、または、焼入れ焼戻しして型彫り面形状に機械加工する高強度金型の製造方法において、前記熱間静水圧プレスは、プレス時の圧力をP(MPa)、温度をT(℃)としたときに、P≦200、T≦1100であり、かつ、Log10P≧−0.00135×T+3.40の条件で行う金型の製造方法である。好ましくは、T≦1050である。そして、前記混合粉末をメカニカルミリングした後、金型基体の表面に固化する高強度金型の製造方法である。
(もっと読む)
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの加熱板による予熱と圧空成形を可能に装備した熱成形装置において、冷却手段を成形型周辺に配置して、加熱板の上昇離反後に成形型の上部に対して上記冷却手段を進退させるか、又は成形型を上記冷却手段の下部に進退可能にして、上記冷却手段から冷却媒体を噴射して上記樹脂シートの賦形体を冷却するように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料により成る表面層と、この表面層の背後に接してこの層の全展開面を定常的に均一な温度に調整する手段を含む構成のものを用いる。
(もっと読む)
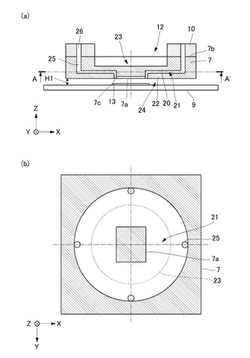
インプリント用位置合わせマーク、該マークを備えたテンプレートおよびその製造方法
【課題】インプリント用テンプレートに設ける洗浄耐性に優れたハイコントラストの位置合わせマーク、該マークを備えたテンプレート及びその製造方法を提供する。
【解決手段】光透過性基材の一主面に凹凸パターンを形成したテンプレート10を、被加工基板上の光硬化性材料に押し付けると共に、テンプレート10を介して光硬化性材料を感光させる光を照射することによって、光硬化性材料を光硬化させて凹凸パターンを転写するインプリント方法に用いるテンプレートの位置合わせマーク13であって、前記位置合わせマーク13が、光透過性基材を掘り込んで形成した凹凸パターン部と、凹凸パターン部の光透過性基材上に形成された遮光膜パターン部16からなり、前記遮光膜パターン部16が遮光膜14と該遮光膜上に設けた耐洗浄性保護膜15との2層膜で構成されていることを特徴とする。
(もっと読む)
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの成形装置において、熱媒体を噴射するか又は赤外線を照射する手段により、成形型に固定されている樹脂シートの賦形体の加熱と冷却の少なくとも一方を行うように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料によりなる表面層と、この層の全展開面に広がる発熱手段か、又はこの層の展開面方向の熱移動を促進する手段を有する構成のものを用いる。
(もっと読む)
微細構造転写装置
【課題】樹脂フィルムをマザースタンパに押圧した後、脱型する際に生じる樹脂フィルムの破損を防止することができる微細構造転写装置を提供すること。
【解決手段】表面12aに微細な凹凸パターンが形成されたマザースタンパ12と、前記マザースタンパ12の外周を着脱可能に固定する固定枠14と、前記マザースタンパの微細な凹凸パターンを有する面12a及び前記固定枠14に対向するように樹脂フィルム18を支持する支持体と、を有する微細構造転写装置において、前記マザースタンパの微細な凹凸パターンを有する面と、前記固定枠の前記樹脂フィルムに対向する面の、前記マザースタンパと前記固定枠が当接または近接する箇所の段差が、前記樹脂フィルムの厚さ未満であることを特徴とする微細構造転写装置。
(もっと読む)
金型構造及び射出成形装置
【課題】加工を簡易にすることで作業時間を短縮すると同時に、鋼材の廃棄を低減することによりコストを抑制し、成形品の加工品質を高精度に維持することの可能な、金型構造及び射出成形装置を提供する。
【解決手段】射出成形装置10が備える金型構造は、固定型20及び可動型30が鋳造によって成形される鋳造部材22・32と、鋳造部材22・32を支持する鋼材である支持ブロック21・31と、を備えて構成され、鋳造部材22・32は、鋳抜き部22a・22b・32aの溝底面とキャビティ面22c・32cとの間に形成される部分が略一定の肉厚D1・D2に形成されている。
(もっと読む)
射出成形用金型及び射出成形用金型の製造方法
【課題】固定側型と可動側型とのパーティング面、及び複数に分割された分割入れ子同士の密着を確実にし、成形不良の発生を長期にわたり防止することができる低コストの射出成形用金型及び射出成形用金型の製造方法を提供する。
【解決手段】第1の金型13の入れ子収納部に配設される第1の入れ子14、第2の金型24の入れ子収納部に配設される第2の入れ子26のパーティングライン面が、第1の金型および第2の金型のパーティングライン面Pに対して突出し、第1の入れ子および第2の入れ子のパーティングライン面の一部が形成された面及び第1の金型および第2の金型の入れ子収納部と対向する面を除く他の面と、第1の金型および第2の金型の入れ子収納部のそれぞれ対向する面とが隙間を有している。
(もっと読む)
金型構造及び射出成形装置
【課題】別途機器を配設せずに、射出時の圧力によって固定型と可動型とのキャビティ周辺におけるパーティング部におけるバリなどの成形不良の発生を防止し、加工コストや材料コストを抑制することが可能な、金型構造及び射出成形装置を提供する。
【解決手段】射出成形装置10が備える金型構造は、可動型30がサポート部材32と成形型33とを備えて構成され、固定型20と可動型30とが近接した際にサポート部材32が弾性変形することによって、固定型20と可動型30との接触面に発生する成形圧力のエネルギーを吸収して、接触面に発生する成形圧力が略均一になるように、サポート部材32における剛性の分布が定められる。
(もっと読む)
マスターモデルの製作方法
【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
71 - 80 / 1,739
[ Back to top ]