
国際特許分類[G05B19/4155]の内容
物理学 (1,541,580) | 制御;調整 (21,505) | 制御系または調整系一般;このような系の機能要素;このような系または要素の監視または試験装置 (12,533) | プログラム制御系 (7,632) | 電気式 (7,631) | 数値制御 (2,851) | プログラム実行,すなわち,パートプログラムまたは機械機能の実行,に特徴のあるもの,例.プログラムの選択 (145)
国際特許分類[G05B19/4155]に分類される特許
1 - 10 / 145
数値制御装置
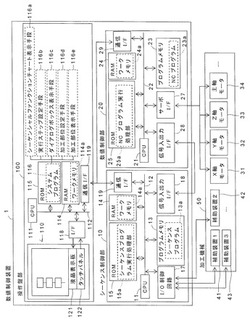
【課題】特定の加工工程の加工部位の再加工を容易におこなうことができるとともに、容易に処理を実装することができる数値制御装置を提供する。
【解決手段】NCプログラム23aは、工程が実行順に記述されるとともに、工程はシーケンシャルファンクションチャート310のステップに対応し、加工機械50を各工程が実行される直前の工程別加工準備完了状態に至らせるための工程別加工準備指令が各工程の前段に記述され、NCプログラム実行手段25aは、実行開始ステップ設定手段116bで設定された実行開始ステップに対応する実行開始工程の前段に記述された工程別加工準備指令までスキップし、実行開始工程に対応する工程別加工準備指令を実行することにより、加工機械50を実行開始工程が実行される直前の工程別加工準備完了状態に至らせた後に、実行開始ステップに対応する実行開始工程からNCプログラム23aを実行する。
(もっと読む)
工作機械及び工作方法

【課題】回転速度を指定した主軸の回転指令を実行する場合に生じる待ち時間の影響を低減し、工作時間を短縮することができる工作機械及び工作方法を提供する。
【解決手段】マシニングセンタは、加工プログラムから取得した命令が回転速度を指定した主軸5Aの回転命令である場合、主軸5Aの回転を開始するが、主軸5Aの回転速度が回転速度閾値に達するのを待つことなく、加工プログラムの次の命令の取得及び実行を行う。その後、マシニングセンタは、加工プログラムから切削移動命令を取得した場合、主軸5Aの回転速度が回転速度閾値に達したか否かを判定した後に、主軸5Aをワークへ近接させる切削移動を開始する。またマシニングセンタは、回転命令にて指定された回転速度に所定割合Aを乗じた値を回転速度閾値とし、主軸5Aの回転速度を判定する場合に回転速度閾値との比較を行う。
(もっと読む)
工作機械用制御装置
【課題】工作機械で生じる熱変位量を算出処理する処理負担を軽減するとともに処理速度の低下を回避し、しかもワークの加工精度向上を実現する工作機械用制御装置を提供すること。
【解決手段】逐次解析制御部110、事前解析制御部120、補正値算出部130、変化量算出部140及びモード切換部150を備え、工作機械Mの構成部分に発生する熱変位量に基づいて補正された加工プログラムを実行して工作機械Mを動作させ、ワークWに対する高精度な加工を実現する工作機械用制御装置100。
(もっと読む)
工作機械用制御装置
【課題】工作機械を試験する前に作業者に加工プログラムの実行順を入力させる作業負担を回避して簡便に加工プログラムのデバッグを実現する工作機械用制御装置を提供すること。
【解決手段】系統番号1、2、3の小さい順に加工プログラムブロックS1−1等を直列に実行するとともに同時に並行して実行すべき加工プログラムブロックS1−4、2−3、3−3を自動的に並行して同時に実行してデバッグを実行する工作機械用制御装置100。
(もっと読む)
工作機械用制御装置
【課題】工作機械を試験する前に作業者に加工プログラムの実行順を入力させる作業負担を回避して簡便に加工プログラムのデバッグを実現する工作機械用制御装置を提供すること。
【解決手段】系統番号1、2の小さい順に加工プログラムブロックS1−1、S1−2、S2−1、S2−2の待ち合わせ指令da1−1、da1−2、da2−1、da2−2まで複数の加工プログラムS1、S2を直列に実行するとともに複数の加工プログラムS1、S2相互で加工プログラムブロックS1−1、S1−2、S2−1、S2−2を並列に実行しない工作機械用制御装置100。
(もっと読む)
数値制御装置
【課題】傾斜面を指定する方法が簡潔となり、短時間でプログラム作成および加工が可能となるような数値制御装置を提供する。
【解決手段】数値制御装置は、第1の座標系からみた現在の第2の座標系の原点位置および姿勢を取得する手段と、座標系回転中心軸および該座標系回転中心軸まわりの回転角度を設定する手段と、現在の傾斜面に指定された第2の座標系を座標系回転中心軸まわりに回転角度だけ回転させた座標系の原点位置および姿勢を第1の座標系からみた新しい第2の座標系の原点位置および姿勢として設定し、第1の座標系からみた新しい第2の座標系の原点位置および姿勢を用いて、第2の座標系において指令された位置に対して姿勢の変換を含む座標変換を行って第1の座標系における位置を得る手段と、を備える。
(もっと読む)
数値制御工作機械、制御プログラム及び記憶媒体
【課題】工具交換サイクルを短縮できる数値制御工作機械、制御プログラム及び記憶媒体を提供する。
【解決手段】制御装置のCPUは、加工ブロックの1ブロックを読み込んで解釈する(S1)。このS1の処理では、CPUは、タイミングテーブルを参照して、各指令の内容と、実行タイミングを読み取り、タイミング順に指令の内容を並び替えて、制御装置のRAMに記憶する。CPUは、指令が工具交換指令と判断した場合(S3:YES)、工具交換動作を開始する(S4)。ここで、CPUは、Z軸上昇処理を実行する。Z軸上昇処理は、主軸ヘッドが現在位置から工具交換位置(ATC原点)まで上昇する処理である。主軸ヘッド7がR点まで上昇した場合に(S5:YES)、S1の1ブロック読み取り処理でRAM73に記憶した指令の内容にタイミングAで実行する指令がある場合には(S6:YES)、当該タイミングAで実行する指令の内容を実行する(S7)。
(もっと読む)
干渉検出方法及び干渉検出装置
【課題】2台のロボットが作業する際に、ロボット同士の干渉の有無を短時間で検出することを可能にするロボットの干渉検出方法及び干渉検出装置を提供すること。
【解決手段】第1多関節ロボット50a及び第2多関節ロボット50bの作業時におけるサンプリング時間ごとの姿勢を求め、第1多関節ロボット50aの各姿勢と第2多関節ロボット50bの各姿勢とを総当たりに比較し、第1多関節ロボット50a及び第2多関節ロボット50aの姿勢の干渉の有無を検出する干渉検出装置10において、基準サンプリング時間taよりも長く設定した区切り時間tbごとに、作業時における第1多関節ロボット50a及び第2多関節ロボット50bの距離を求め、区切り時間tbのそれぞれの中で用いるサンプリング時間を当該距離に応じて基準サンプリング時間taより長く設定する第1サンプリング時間設定部88を備える。
(もっと読む)
加工条件設定システム、加工条件設定方法およびこれらを用いて加工された加工物
【課題】目標硬度に応じた切削加工の加工条件を選定し、切削加工のみで所定の硬度を得ることが可能な加工条件設定システムおよび加工条件設定方法を提供する。
【解決手段】切削加工される加工対象物の切削加工における加工条件毎に、加工条件と加工条件で加工される加工対象物の硬度との関係を予め求め、加工対象物の材質および加工される硬度範囲に対応する加工条件を保存する加工条件データベース5と、加工対象物の材質および目標硬度を入力し、加工条件データベース5を参照して目標硬度での加工を行える加工条件を出力する加工条件選定手段7と、が備えられている。
(もっと読む)
ロボット制御装置、ロボット制御方法およびロボットシステム
【課題】ロボットにおける所定の部位があらかじめ定められた位置へ移動したことを示す通知信号の出力を適切に行うこと。
【解決手段】ベクトル算出部が、基準部位置における基準部の移動方向を示す第1のベクトルと、信号出力位置および基準部位置間の相対位置を示す第2のベクトルとを算出するようにロボット制御装置を構成する。また、信号出力判定部が、ベクトル算出部によって算出された第1のベクトルおよび第2のベクトルに基づいて通知信号を出力するか否かを判定するようにロボット制御装置を構成する。
(もっと読む)
1 - 10 / 145
[ Back to top ]