
Fターム[3C030DA21]の内容
自動組立 (6,729) | 搬送・組立ライン一般 (2,452) | 搬送手段 (637)
Fターム[3C030DA21]の下位に属するFターム
Fターム[3C030DA21]に分類される特許
1 - 18 / 18
車体とパワープラントの結合方法および結合設備
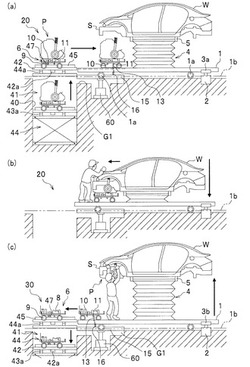
【課題】パワープラントを容易に車体に結合可能な車体とパワープラントの結合方法および結合設備を提供する。
【解決手段】車体Wを昇降自在に載置する昇降装置4を有し、フロアレベルの車体搬送ライン上を移動する搬送台車1と、パワープラントPを載置する載置パレット6と、載置パレット6を搬送台車1に移載する移載手段と、を有し、昇降装置4により車体Wを上昇させた状態で、載置パレット6を移載手段により搬送台車1に移載し、次いで、昇降装置4により車体Wを下降させてパワープラントPの上部取付部と車体側の取付穴とを締結して両者を一体にし、次いで、昇降装置4により車体Wを上昇させてパワープラントPの下部取付部と車体側の取付穴とを締結する。
(もっと読む)
搬送台車システム

【目的】 長細い荷物や平面積が広い荷物などの特殊な荷物についても、狭い通路などの特殊な環境でも、低コストで対応することができる、搬送台車システムを提供する。
【構成】 それぞれが複数のオムニホイール付きの、複数の台車を備えており、各台車は自らの情報を取得すると共に、他の台車の情報を無線で定期的に取得することにより、マスターとの同期が必要ではない事項については、各台車(マスター及びスレーブ)が自らを自律的に制御し、発進又は停止などのマスターとスレーブとの同期が必要な事項については、マスターがその発進又は停止を指示するためのスレーブ指示信号をI/Oテレコントロール通信を使用して各スレーブに送信し、各スレーブはこれに基づいてマスターに同期して発進又は停止するようにした、搬送台車システムである。
(もっと読む)
自動車組立設備
【課題】自動車組立設備における組付ライン及びサブラインの設計の自由度を高め、設備スペースを縮小する。
【解決手段】サブラインSEにおいて台車10を搬送するサブライン駆動手段と、組付ラインUにおいて台車10を搬送する組付ライン駆動手段(リフタ60)とを別個に設けたことにより、各ラインにおいて台車10の搬送速度や台車間のピッチ、あるいは各ラインのレイアウトを個別に設定することができるため、設備設計の自由度が高められる。
(もっと読む)
生産システム
【課題】設備のレイアウトの自由度及び設備全体のサイクルタイムの短縮が得られる生産システムを提供する。
【解決手段】ワーク供給部10と、ワーク回収部61、62と、搬送ロボット21を備えた走行式搬送ロボット20と、第1作業設備41A及び第2作業設備42Aとを備え、搬送ロボット21がワーク供給部10のワークLFDを第1作業設備41Aに供給し第1作業設備41Aからワーク回収部61に搬出すると共に、ワーク供給部10のワークLRDを第2作業設備42Aに供給し第2作業設備42Aからワーク回収部62に搬出する生産システムであって、第1作業設備41Aのワーク処理作業タイミングと第2作業設備42Aのワーク処理作業タイミングがオーバーラップし、かつ第1作業設備41Aのワーク処理作業中に第2作業設備42Aへのワーク供給及び搬出し、第2作業設備42Aのワーク処理作業中に第1作業設備41Aへのワーク供給及び搬出する。
(もっと読む)
組立搬送設備
【課題】組立用搬送経路の設備スペースの縮小、サイクルタイムの短縮、及び低コスト化を図る。
【解決手段】下側搬送装置20を往復移動させることで、従来の閉ループ経路のように戻り経路や複数の駆動手段が不要となる。また、部品を搭載した台車30・40の下方にリフタ23・24を配置し、この状態でリフタ23・24を上昇させることにより、前記部品をリフタ23・24に搭載すれば、リフタ23・24の上昇動作のみで台車30・40上の部品をリフタ23・24に搭載することができる。
(もっと読む)
ドア搬送設備
【課題】塗装済み車体から取り外したドアを艤装ラインに送り込み、仕上げられたドアを再び元の車体の左右両側に組み付ける際に活用できるドア搬送設備を提供する。
【解決手段】昇降装置7A,7Bは、補助コンベヤ8A,8Bとの間でドアハンガー9R,9Lを移載する上側の第一ドアハンガー移載位置L2と床側のドア積み/下ろし位置L1との間で前記ドアハンガーを昇降させ、補助コンベヤ8A,8Bは、第一ドアハンガー移載位置L2と第二ドアハンガー移載位置L3との間で前記ドアハンガーを搬送し、第一ドアハンガー移載位置L2には、昇降装置7A,7Bと補助コンベヤ8A,8Bとの間で前記ドアハンガーを移載する第一移載手段が併設され、第二ドアハンガー移載位置L3には、補助コンベヤ8A,8Bとドア搬送用走行体40のドアハンガー支持部48a,48bとの間で前記ドアハンガーを移載するドア搬送用走行体昇降装置76が併設される成。
(もっと読む)
駆動系部品集合体の運搬装置及び車両の組立方法
【課題】車両下部の組立において、より好ましい作業環境を提供することができる技術を提供することを課題とする。
【解決手段】後部駆動系集合体47を矢印(2)のように、前進させることで、プロペラシャフト53の接続作業を行う。この接続作業に際して、作業員55は、前部駆動系集合体35及び後部駆動系集合体47の側方に立って作業を行うことができる。作業姿勢は上向き、下向き、横向きがあるが、なかで、上向きが難しく、下向きが易しいとされている。本発明によれば、作業(アライメント調整を含む。)の全て、若しくは大部分が下向き作業となるので、作業環境の一層の改善が図られたことになる。
(もっと読む)
ワーク組立設備
【課題】設備幅を減少することができるワーク組立設備を提供する。
【解決手段】組付けゾーン15では、前部ワークハンガー35に部品ハンガー47が連結されているため、作業員48は、部品箱46から部品を取り出し、第1ドア31又は第2ドア32に組付ける。組付けゾーン15では、部品ハンガー47とワークハンガー35とが直列に繋がった形態で左の主搬送路13を移動させる。組付けゾーン15では、副搬送路が不要であるため、設備幅を減少させることができる。
(もっと読む)
自動生産装置
【課題】小型かつ低コストで、多品種に容易に対応可能な汎用性の高い自動生産装置を提供する。
【解決手段】ワークWに対して複数の作業を行う自動生産装置1は、架台2上に設置されてワークWの搬送及び複数の作業を行うロボット3と、ロボット3に交換可能に取付けられ、ワークWの搬送及び複数の作業の少なくとも1つに対応する形状に形成された複数の作業ハンド4と、基台11と、基台11上に設置されて複数の作業のうち少なくとも1つに使用される作業機構とを有し、架台2上かつロボット3の作業範囲内に交換可能に配置された複数の作業ユニット5A〜5Fと、架台2上に設けられ、作業ユニット5A〜5Fの配置位置を規定する位置決め手段6と、ロボット3及び複数の作業ユニット5A〜5Fと接続され、ワークWの搬送及び複数の作業を制御する制御部とを備えることを特徴とする。
(もっと読む)
ねじ締付装置
【課題】簡易な構成で、ナットランナ等の回転工具を締付位置に自動で移動させてねじを締付けることができ、しかも、該自動化を低推力で可能としたねじ締付装置を提供する。
【解決手段】本ねじ締付装置1は、ナットランナ4を、互い直交するX軸、Y軸及びZ軸方向それぞれに沿って移動させるX軸直動ロボット8、Y軸直動ロボット9及びZ軸直動ロボット10と、ナットランナ4の本体部5をX軸、Y軸及びZ軸それぞれに沿って移動可能に支持すると共に、その本体部5の回転軸6周りの回動を規制する反力支持部材15と、ボディ2を位置決めする位置決め手段16とを備えているので、簡易な構成で、ナットランナ4を締付位置に自動で移動させてねじを締付けることができ、しかも、該自動化を低推力で実現することができる。
(もっと読む)
パネルの組立て方法
【課題】 アウターパネルとインナーパネルとを合せて溶接する際に、シーリング剤のずれの有無を容易に発見することができるパネルの組立て方法を提供する。
【解決手段】 アウターパネル3の合せ部3aに沿って、シーリング剤9を塗布する。次いでアウターパネル3とインナーパネル4とを合せ、その後、アウターパネル3をインナーパネル4から引き剥がす。すると、インナーパネル4の合せ部4aに、アウターパネル3の合せ部3aに塗布されたシーリング剤9の一部が転写される。この転写されたシーリング剤9の位置或いはシーリング剤9の有無を目視することで、適切な箇所にシーリング剤9が塗布されているか否かを判断する。
(もっと読む)
複雑な層状材料及びデバイスを低コストで製造する方法
【課題】
【解決手段】デバイスを製造する方法は、少なくとも一のウェブベース製造段階中と少なくとも一のシートベース製造段階中に複数の非接合プロセスを実行する段階と含む。これらのプロセスは、複数のモジュールによって実行されてもよい。モジュールは、独立に制御され且つ/又は監視されてもよい。モジュールは、交換可能でもよい。一個以上のモジュールが、材料を受け取り且つ/又はその材料を別のモジュールに渡してもよい。製造されたデバイスは、層状デバイス、スマートカード、センサ、アクチュエータ、生体外診断デバイス、マイクロ流体デバイス、又は層状製品である。デバイスを製造する装置は、少なくとも一のウェブベース製造構成要素と少なくとも一のシートベース製造構成要素を含む。少なくとも一のウェブベース製造構成要素と少なくとも一のシートベース製造構成要素は、複数の非接合プロセスを実行するように構成されている。
(もっと読む)
車体位置決め装置
【課題】 ボデーサイズが異なる多様な車種の車両であっても、精度良く位置決めを行うことができる車体位置決め装置を提供する。
【解決手段】 装置中心線Caに線対称に配置された位置規制機構部7の押付部37が、車幅方向内側に移動することにより、車体1が車幅方向に移動する押付力が押付部37により付与されて、車体1が車幅方向に移動することになる。その際、車体1を支持する車体受機構部5、6が、車体の移動に追従して移動可能であると共に、車体の移動量が押付部37の移動位置により規制されるため、車体中心線Cbが装置中心線Caに一致し、車体の位置決め(センタリング)が完了することになる。
(もっと読む)
部品供給装置および部品供給システム並びに部品供給方法
【課題】 搬送体を自動的に回収レールに移行させるに好適な部品供給装置を提供する。
【解決手段】 部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レール3と、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レール4と、で搬送体6が走行可能なガイドレールを構成し、部品受取側の前記供給レール3端近傍と前記回収レール4端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構8を備えた搬送体6を供給レール3から回収レール4に移載する搬送体移載手段5と、前記供給レール3の部品受取側に配置されて先頭の搬送体6および後続する搬送体6を停止させると共に先頭の搬送体6が前記搬送体移載手段5に移載される毎に後続の搬送体6を先頭の搬送体6として停止させる停止手段9と、を備えるようにした。
(もっと読む)
車両の製造方法およびその製造設備
【課題】ハンガー1に搭載された車体2からドア3を外そうとするとハンガーに干渉するケースにおいて、ハンガー1を改造しなくても、ドア3をハンガー1に干渉することなく車体2から外すことができるようにする。
【解決手段】 ドア3を車体2から外す際にハンガー1に干渉する車種であるときは、車体2をハンガー1上で干渉位置から干渉回避位置へずらし、その状態でドア3を車体2から外し、しかる後に、車体2を所定の搭載位置に移す。
(もっと読む)
ワーク処理システム
【課題】作業者の習熟度によらず、処理を確実に行ない、確実に終了させることができるワーク処理システムを提供する。
【解決手段】ワークWに所定の処理を施すために使用される処理手段3A、3B、3Cと、処理手段3A、3B、3CによってワークWに所定の処理を施した時に処理が正常に終了したかどうかを判断する判断手段19とを具備した。上記システムにあっては判断手段19によって処理が正常に終了したかどうかを判断するので、作業者Hの習熟度による処理のばらつきが解消される。
(もっと読む)
部品保持装置
【課題】作業性が良好で、軽量化および低コスト化を図ることができる部品保持装置を提供する。
【解決手段】基プレート11と、基プレート11に対して垂直方向に突設されディファレンシャル装置7の軸孔に挿入する軸動支柱31と、基プレート11に対して垂直方向に突設されカウンタギヤ4の軸孔に挿入するカウンタギヤ軸支部34の突部34bとを有する。さらに、一端側が基プレート11の垂直軸周りに揺動可能に基プレート11に支持される把持可能な揺動プレート21と、揺動プレート21の他端側が基プレート11側へ揺動プレート21を揺動させることに伴いディファレンシャル装置7の内周面を押圧して保持する拡径コレット32と、揺動プレート21の他端側が基プレート11側へ揺動プレート21を揺動させることに伴いカウンタギヤ4のデフドライブピニオンギヤ6に係合してカウンタギヤ4を保持するL字型爪35とを備える。
(もっと読む)
ワーク搭載装置
【課題】 ワーク搭載装置の簡略化、小型化を促進する。
【解決手段】 昇降式台車26およびハンガー22の概略的な同期を、電気同期手段によって確保する。そして、ループ状コンベアにより牽引される昇降式台車26が、ハンガー22の移動経路と並走する際に、昇降式台車26から同期バー28を伸長させてハンガー22に当接させることで、電気同期手段による同期制御において若干生じ得る同期ズレを補正することができる。したがって、昇降式台車26およびハンガー22の複雑な同期機構の採用や高度な同期制御を行うことなく、昇降式台車26およびハンガー22の同期を高精度に確保することができる。
(もっと読む)
1 - 18 / 18
[ Back to top ]