
Fターム[3C269MN12]の内容
数値制御 (19,287) | 安全、監視、試験、診断、異常検出 (2,108) | 検出の方法 (1,318) | 動作位置、動作範囲の監視 (324)
Fターム[3C269MN12]の下位に属するFターム
指令値との偏差の監視 (22)
検出値の監視 (28)
指令値の監視 (27)
位置の監視 (146)
姿勢の監視 (30)
Fターム[3C269MN12]に分類される特許
1 - 20 / 71
工作機械
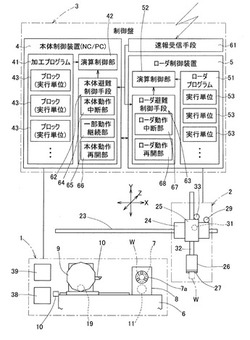
【課題】 地震による損傷を防止すると共に、緊急地震速報が誤報であった場合にも、作業者よる加工再開の操作を必要とせずに加工が再開できて、加工精度が低下することを抑えることができ、かつワークに加工中断の痕跡を残すことがないようにする。
【解決手段】 本体制御装置4に、速報受信手段61による緊急地震速報の受信に応答して、工作機械本体1に一連の避難動作を行わせる本体避難制御手段62を設ける。この手段62は、現在実行中の実行単位43の終了後に加工プログラム41の実行を中断し、工作機械本体1に退避動作を行わせる本体動作中断部62を有する。また、前記中断の後、定められた経過時間後に、工作機械本体1を退避動作前の状態に戻すと共に、加工プログラム41の実行を再開させる本体動作再開部66を有する。
(もっと読む)
衝突判定装置、衝突判定方法および衝突判定装置用プログラム

【課題】 過剰検出や衝突の見落としせずに正確な衝突判定を行うことのできる衝突判定装置提供すること。
【解決手段】 工具移動データ205から、指定の区間を特定区間の工具移動データ209として抽出する工具移動データ抽出部202と、特定区間の工具移動データ209と工作物形状データ208とホルダ形状データ207とを用いて、衝突の可能性があると判定した場合には衝突の発生が疑われる仮の衝突発生時点に対応する工具移動パラメータを算出する剛体間衝突判定部204と、特定区間の工具移動データ209と刃先形状データ206とを用いて、工作物形状データ208を変形する工作物形状変形部203とを備えている。剛体間衝突判定部204は、工作物形状変形の後、再度衝突の判定を行う。
(もっと読む)
円滑経路生成装置および円滑経路生成方法
【課題】動作経路から余分な動作を削減して円滑な動作経路を再生成する。
【解決手段】動作経路記憶手段と、経路途中点設定手段と、経路途中点記憶手段と、経路途中点のうち対となる一の経路途中点、および他の経路途中点からなる経路途中点対を採択する経路途中点対採択手段と、一の経路途中点と他の経路途中点との中間点を、計算式(一の経路途中点の位置データ+他の経路途中点の位置データ)/2から求める中間点演算手段と、中間点が障害物と干渉するかどうかを判断する中間点干渉チェック手段と、を備え、中間点が障害物と干渉する場合には、現在のままの動作経路を採択し(S7)、干渉しない場合には、当該中間点を新経路途中点として採択し、一の経路途中点から当該新経路途中点を通って他の経路途中点まで進む新動作経路に変更する円滑経路生成ステップを実行(S6)する円滑経路生成装置。
(もっと読む)
電子機器、および制限解除方法
【課題】工作機械の作動制限が不正に解除されることを防止可能な電子機器を提供する。
【解決手段】電子機器20は、現在地の位置情報を取得するGPSドングル200と、工作機械30の供給者側装置であるサーバ装置10に予め登録された工作機械30の据付予定位置を示した据付予定位置情報を、サーバ装置10から取得するCP10とを備える。電子機器20は、取得した現在地の位置情報と取得した据付予定位置情報とを比較し、現在地が予め登録された据付予定位置を基点とした一定範囲内であるかどうかを判定する。電子機器20は、現在地が据付予定位置を基点とした一定範囲内であると判定した場合、所定の条件が成立したか否かを判定する。電子機器20は、所定の条件が成立したと判定した場合、工作機械30に対して情報入力処理を行なうことにより、工作機械30の作動制限を解除する。
(もっと読む)
工具交換位置の自動決定機能を備えた工作機械の制御装置
【課題】工具交換動作にかかる時間を短縮することができる工作機械の制御装置を提供すること。
【解決手段】現在使用している工具と、次に使用する工具と、タレットにそれらの工具の間に配置されている工具とにおける、工具軸方向の最大の突き出し量TmaxLx、および、工具軸と垂直方向の最大突き出し量LmaxLzを算出し、指令された工具交換位置方向Paへ移動し、条件A(条件A:Xr>Xi+TmaxLx)、または、条件B(条件B:Zr>Zi+TmaxLz)が成立するか否かを判断し、成立する場合には軸移動後、工具交換を実施。成立しない場合にはステップSA101へ戻り、自動決定された工具交換位置Pbから次の開始位置Pcへの移動時にワークと刃物が干渉するか否か判断し、干渉する場合には干渉回避のための経由点Piを算出し、これを次の移動指令とし開始位置Pcへの移動指令の前に挿入し、実行する。
(もっと読む)
位置決め装置及び位置決めステージの位置決め方法
【課題】従来の位置決めでは、位置決めする際の整定範囲をゼロとして目標値に位置決めさせた場合、被駆動体がモータにより目標値に位置決めされた後もモータが常に小刻みに振動したり、外乱により被駆動体が整定範囲外に移動してしまう問題が発生する可能性があった。
【解決手段】位置センサが検出した位置決めステージが位置する現在値が第1の整定範囲内の場合は、位置決めステージの整定範囲を第2の整定範囲内に変更し、位置センサが検出した位置決めステージが位置する現在値が第1の整定範囲外の場合は、再度位置決めステージを第1の整定範囲内に位置するように移動させる。
(もっと読む)
移設検出システム
【課題】複数の機械の移設を監視し、移設を検出した場合に機械の稼動を禁止できる移設検出システムを提供する。
【解決手段】移設検出装置20の移設検出I/Fに対して数値制御装置1A〜1Cを配線11A〜11Cで接続する。移設検出装置20には、数値制御装置1A〜1Cの固有IDを記憶しておく。数値制御装置1A〜1Cの起動時に自身の固有IDが移設検出装置20に記憶されていなければその数値制御装置の起動を禁止する。移設検出装置20が振動を検出した場合は全ての数値制御装置1A〜1Cの起動を禁止する。これにより複数の数値制御装置1A〜1Cをまとめて監視できる。
(もっと読む)
加工状況監視装置
【課題】複数のカメラの中から選択されたカメラにより生成される画像を通してオペレータがワークの加工状況を監視することができる加工状況監視装置を提供する。
【解決手段】加工状況監視装置1は、加工プログラムを基に3次元モデルデータを更新する加工シミュレーション実行部16と、複数のカメラ11,12,13,14のカメラパラメータと3次元モデルデータとを基に、ワークにより工具の先端が隠れない2次元画像データを生成可能なカメラ11,12,13,14を加工プログラムのブロック毎に選択するカメラ選択部24と、加工プログラムのブロックと、選択されたカメラとを関連付けて記憶する選択カメラ記憶部25と、選択カメラ記憶部25に格納されたデータを基に、制御装置60から得られる実行ブロックに対応したカメラ11,12,13,14により生成される2次元画像データを画面表示装置66に表示させるカメラ切換部27とを備える。
(もっと読む)
材料取り合わせシステム
【課題】組み合わせの良い割り付けを先取りする割り付け計算法で後半の割付け結果を改善する。
【解決手段】割り付け対象製品を2以上のグループに分割するグループ分け手段21と、各グループに属する製品について、材料に対する製品の組み合わせの良い割り付けを先取りする割り付けを実行する第一仮割り付け手段22と、仮割り付けが終了したグループについて、各グループの後半の割り付け結果を解体する部分解体手段23と、解体されて未割り付けとなった製品を集めて新たなグループを作り、この新たなグループに属する製品について、任意の割り付け方法を使用して割り付けを行う第二仮割り付け手段24と、全てのグループの割り付け済みの製品とそれを割り付けた材料とを示す割り付け結果を出力する割り付け結果出力手段25とを備えた。
(もっと読む)
工作機械
【課題】 主軸の軸心と工具の刃先間の主軸半径方向の距離を精度良く計測することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】 第1基準位置P1に対する主軸半径方向の主軸軸心位置Oを計測する主軸側位置計測手段20と、第2基準位置P2に対する刃物台7の位置を計測する刃物側位置計測手段30とを設ける。主軸側位置計測手段20は、主軸半径方向に延びるスケール21および読取部22からなり、スケール基端および読取部22のいずれか一方を主軸台5等の主軸軸心Oの付近に設置し、他方を第1基準位置P1に設置する。刃物側位置計測手段30は、スケール31の基端および読取部32のいずれか一方を刃物台7等に設置し、他方を第2基準位置P2に設置する。
(もっと読む)
干渉チェック方法、干渉チェック装置、及び干渉チェックプログラム
【課題】三次元物体同士の干渉の有無の評価と併せて、両者の隙間距離や最近傍位置の評価を高速に処理する。
【解決手段】干渉チェック装置10は、仮想空間をメッシュ分割して小さな領域に細分化する空間細分化部11、メッシュの各頂点と基準物体オブジェクトの表面までの最短距離と方向を算出して各メッシュ頂点に付随する情報として登録することで基準物体オブジェクトまでの最短距離マップを作成する最短距離マップ作成部12、移動物体オブジェクト上に基準物体オブジェクトまでの最短距離を評価するための評価点を設定する最短距離評価点設定部13、最短距離評価点の座標値に基づいて最短距離マップを参照することで基準物体オブジェクトまでの最短距離を取得する干渉チェック部14を備える。
(もっと読む)
数値制御装置
【課題】一時的に記憶していた各ステージの位置情報が失われても、移動対象物同士が衝突することなく、各ステージを原点位置に復帰させる。
【解決手段】XYステージ103にワークWを保持したワーク保持具101が支持されている。XYステージ103は、回転ステージ105に支持されている。一方、測定器117が回動する測定器ステージ115に支持されている。数値制御装置は、ワークW及びワーク保持具101と測定器117との相対的な位置関係を保持した状態で同一方向に回動させ、いずれか一方が回動端で検出された後、反対方向に回動させる。反対方向に回動させる際には、回動量を検出しておく。この動作によりワークW及びワーク保持具101と測定器117との相対的な位置関係を判別する。そして、この判別した位置関係に対応する予め記憶している初期化パターンに従って、XYステージ103を原点位置に復帰させる。
(もっと読む)
使用エリア被制限機器
【課題】現在位置の計測が困難な環境に設置された場合であっても、不正な移設を防止しつつ精度良く安定的に現在位置を計測して現在位置の認証による使用の制限または解除を行うことができる使用エリア被制限機器を提供する。
【解決手段】工作機械100は、加工部101を制御するNC制御部102の他に、使用制限部105および移設検出部103を備えている。使用制限部105は、移設検出部103により工作機械100の移設が検出されたとき、位置計測受信機200による現在位置判定結果に基づいてNC制御部102を作動可能な状態または作動不能な状態に設定する。位置計測受信機200は、工作機械100から離れた位置においてGPS衛星からの電波を受信して自己の現在位置を計測するとともに、同計測した現在位置が使用可能エリアに存在するか否かを判定し、その結果を現在位置判定結果として使用制限部105に出力する。
(もっと読む)
自動プログラミング装置及びその動作プログラム
【課題】 従来のものより少ない情報量で多様な加工領域形状を定義することができる自動プログラミング装置を提供すること。
【解決手段】 データを取り込む入力装置111と、データを記憶する記憶装置と、記憶装置に記憶された底面形状の輪郭を構成する一連の稜線の稜線データ、及びこの稜線に関連した側面形状を特定する稜線の属性データにより、底面形状を定義する底面形状定義処理部131と、底面形状の稜線データ及び属性データとから特定される面を側面形状として生成する側面形状生成処理部132と、底面形状定義処理部131により定義された底面形状、及び側面形状生成処理部により生成された側面形状に基づいて加工領域形状を生成して記憶装置に記憶する加工領域形状生成処理部134と、を備えている。
(もっと読む)
干渉チェック機能を有する数値制御装置
【課題】工具がワークに開けた穴に入り込んだ状態から手動または早送りで工具を引き上げる場合に工具と穴形状の干渉チェックを行う機能を備えた数値制御装置を提供すること。
【解決手段】切削送りから早送りに切り替わるタイミングで、外部からの入力信号、もしくはシステムで自動的に判断して、指令された工具形状の非干渉領域を自動作成するし、干渉領域の余裕幅に関するデータも定義部33に格納されている。干渉チェック部32での工具とワークとの干渉チェックの判断は、補間処理部31での補間後の指令位置に基づいてなされ、干渉が発生する場合には、動作は停止して、工具と干渉発生を防止する。
(もっと読む)
ロボットシミュレータ
【課題】ハンドによりワークを把持して移動することを実演シミュレートする場合に、処理の負荷を軽減して実際のロボットの動きを再現することができるロボットシミュレータを提供する。
【解決手段】ハンド側に設定されたニードル(線座標)14とワーク側に設定された立体座標とが交差するか否かに応じて、ハンド9によるワークの把持の成否を判断するようにした。これにより、把持の成否を判断するための計算量が軽減され、ラップトップ型PCであってもシミュレーションを円滑に表示することができ、ロボットの実演シミュレーションを見栄え良くすることができる。
(もっと読む)
工作機械のワーク形状測定装置
【課題】高精度センサのみを用いた場合と比較して短時間で測定することができると共に、所定の箇所に対して高精度に測定することができる工作機械のワーク形状測定装置を提供することにある。
【解決手段】広範囲に亘って測定可能な広範囲センサ11と、このセンサ11により測定されたデータに基づき、ワーク1の概略3次元形状を作成する第一のワークモデル作成器13と、高精度に測定可能な高精度センサ12と、このセンサ12により測定されたデータに基づき、ワーク1の高精度3次元形状を作成する第二のワークモデル作成器14と、ワーク1の概略3次元形状とワーク1の高精度3次元形状に基づき、当該ワーク1の概略3次元形状にてワーク1の高精度3次元形状と一致する箇所を当該ワーク1の高精度3次元形状に置き換えてワーク1の全体3次元形状を作成するワークモデル結合器15とを備えた。
(もっと読む)
NC加工装置
【課題】加工ツールの所定の加工部をワーク外周の所定の被加工部位に対して容易に対応関係を設定することができNC加工データの作成にそれほどの熟練を要しないNC加工装置を提供すること。
【解決手段】CAD/CAMシステムにおいて加工経路データを作成する際にモニター上にワークWの三次元モデルと加工ツール6の三次元モデルを表示させる。ワークW表面のばり取り部分を決定し、加工ツール6の当接部位を決定すると、モニター上で加工ツール6の当接部位がワークWの被加工部位に当接している状態が表示されることとなる。そのため、ワークWに対してツールがどのような位置・角度で接しているかをオフライン状態で仮想的に確認できることとなる。そして、加工経路データを作成すると、モニター上で加工ツール6がワークWに対して加工デモを行う。その加工経路データに基づいてNC加工データが作成されモニターの表示と同じ経路で加工が行われる。
(もっと読む)
制御装置およびそれを用いたロボットシステム
【課題】本発明は、作業者がセキュリティレベルで許可された動作指令のみを有効にする、制御装置およびロボットシステムを提供する。
【解決手段】教示装置3を用いて被制御体を制御する制御装置であって、前記教示装置3と作業者が備えた携帯装置8間が人体通信を用いて行われるとともに、前記通信には、個人認証およびセキュリティレベルを備えたものである。
(もっと読む)
工具折損検出機能を有する工作機械を制御する数値制御装置
【課題】ワークの形状に合わせて工具が折損した場合に即座に折損が判断できる機械を制御する数値制御装置を提供すること。
【解決手段】少なくとも素材形状情報および切り込み量を指定した加工プログラムに基づいて工具パスを生成し主軸および可動軸を有する工作機械を制御する数値制御装置10において、サーボモータ19またはスピンドルモータ22の負荷を検出する電流検出器24,26と、サーボモータ19の位置を検出する位置・速度検出器25と、電流検出器24,26により検出された負荷電流値が無負荷状態であるか否か判断し、負荷電流値が無負荷状態と判断されたとき、実行中の工具パス指令を読み込み、前記素材形状情報、前記工具パス指令、およびサーボモータ19の位置情報に基づき、工具位置が素材形状の内側か外側かを求め、内側であると判別された場合に工具折損と判断する工具折損検出機能を有する工作機械の数値制御装置。
(もっと読む)
1 - 20 / 71
[ Back to top ]