
Fターム[3D114CA09]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | ラインの構成 (829) | 部品供給、組立ライン (157)
Fターム[3D114CA09]に分類される特許
1 - 20 / 157
車体組立システム
クランプ装置用回転モジュール
エンジン搭載装置
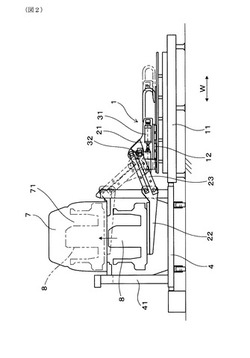
【課題】作業者による作業スペースを十分に確保することができ、かつ、搬送ラインの床面にピットを形成する必要がなく、搬送台車の強度を抑え、搬送台車を駆動する力を低減させることができるエンジン搭載装置を提供すること。
【解決手段】エンジン搭載装置1は、搬送台車4と並行して走行する移動台車11と、移動台車11に配設されたベース21と、エンジン8を載置するフォーク22と、互いに平行に並ぶ状態でベース21とフォーク22とに回動可能に連結された複数のリンク23と、リンク23及びフォーク22を上昇方向へ付勢するアシストシリンダー31と、リンク23を正逆両回転方向へ駆動する駆動モータ32と、を備えている。エンジン搭載装置1は、搬送ラインAを走行する搬送台車4上の車両ボディ7における組付位置71に対して、フォーク22上に載置されたエンジン8を下方から対向させて、搬送台車4と並行して走行するよう構成されている。
(もっと読む)
ワーク位置決め方法及び装置

【課題】フレームを精度よく組み立てることができるワーク位置決め方法及び装置を提供する。
【解決手段】溶接を実行する前に、後部フレーム組立体16の前部フレーム組立体14に対する正規姿勢を基準とした位置ズレである変位量Lαと、後部フレーム組立体16を正規姿勢に保持した状態での作用力px(反力)とを計測し、計測した当該変位量Lαと作用力pxとに基づいて、溶接後に後部フレーム組立体16の位置決めを解除したときに後部フレーム組立体16が正規姿勢に戻るようにするための矯正変位量Dを算出し、後部フレーム組立体16を矯正変位させる。
(もっと読む)
ワーク位置決め装置及び、ワーク位置決め方法
【課題】位置決めピンが軸線方向の押圧力でシリンダ内に退避した時に、該シリンダの軸線と位置決めピンの軸線が一致するように位置決めピンの基端部をガイドするガイド手段を設けて、ワークの位置決め精度を向上させると共に、装置の簡素化と耐久信頼性を向上させることを目的とする。
【解決手段】エンジン1を搭載するパレット2と、先端ガイド72部が車体5側の位置決め孔55に嵌入する位置決めピン7と、パレット2に固定され、位置決めピン7を位置決めピン7の第1軸線CL1に沿って進退可能に支持するシリンダ8と、位置決めピン7を進出方向へ付勢する付勢手段10と、位置決めピン7がシリンダ8内に退避した時に、第2軸線CL2と第1軸線CL1が一致するように、位置決めピン7をガイドするガイド手段とを備えたことを特徴とする。
(もっと読む)
回動装置
【課題】小型で、かつ容易に移設が可能な回動装置を提供する。
【解決手段】回動装置1は、回転軸812に回動力を伝達する回動手段10と、回動手段10を昇降させる昇降手段2と、回動手段10を進退させる進退手段3と、床面上を走行可能に構成された台車部7とを有している。昇降手段2は、支点Pを中心にしてその両端が揺動可能なように配設されたアーム22を有している。またアーム22は、その一端を回動手段10に連結すると共に、他端をカウンターウェイト24に連結して、カウンターウェイト24によって回動手段10を昇降させる際の操作力を低減してあり、かつアーム22は、回転軸812に直交する方向に配置されている。
(もっと読む)
物品搬送装置
【課題】回生電力を蓄電手段に蓄電する回路構成を簡素化して低コストで物品搬送装置を製造でき、かつ回生電力の回収時にエネルギーの損失を低減できる物品搬送装置を提供すること。
【解決手段】台車ユニット4は、台車ユニット4を走行させる走行駆動手段17と、走行駆動手段17に電力を供給する走行用蓄電手段5と、搬送物支持部材12を昇降させる昇降駆動手段30と、を有し、電源手段6が、走行用蓄電手段5と昇降駆動手段30とに分岐される電力線55を介して接続され、電力線55の走行用蓄電手段5に接続される分岐線55’に整流器53が設けられ、整流器53によって、走行用蓄電手段5に向かって一方向に直流電流が流されるとともに、昇降駆動手段30から発生する回生電力E’が走行用蓄電手段5に向かって流されるようになっている。
(もっと読む)
自動車組立設備及び自動車組立方法
【課題】サイクルタイムの延長を招くことなく、空になった台車を排出位置まで返送する。
【解決手段】リフタ20に、第1の台車31を牽引するための牽引手段(係合部40)を設け、次に組み付ける部品E’を搭載した新たな台車31’の下方に昇降台21を配置したときに、牽引手段で牽引された第1の台車31を、リフタ20の移動経路から排出する排出位置に配置するようにした。
(もっと読む)
車体組立ライン
【課題】エンジン付き車両とは形式の異なる車両であっても、エンジン付き車両と同じ組立ラインで製造することが可能な車体組立ラインを提供する。
【解決手段】フロアコンベアFCの搬送台車2に車体Wを昇降自在に載置して搬送しながら、複数の工程を備えた複数のゾーンZ1〜Z5で部品を供給して車体組立を行う車体組立ライン10であって、前記車体Wの形式を判別するホストコンピュータHと、ホストコンピュータHにより判別された車体形式に応じて予め設定された前記ゾーンZ1〜Z2の記組み付け工程での組み付け高さに対応した昇降位置に車体Wを昇降させる昇降装置と、車体形式に応じて予め設定された部品を各組み付け工程に供給する部品供給システムとを有することを特徴とする。
(もっと読む)
自動車組立てラインにおける車体搬送台車
【課題】自動車組立てラインにおける車体搬送台車を、ドア組付け作業エリアへのドアの供給手段に利用出来るようにする。
【解決手段】車体Bを搬送する搬送台車1の下側に設けられたドア収納部7Aに設けられたドア搬送手段8が、ドア収納部7Aと搬送台車1の横側部の起伏動作位置との間で水平横動自在な横動台17と、この横動台17に水平姿勢と垂直起立姿勢との間で起伏揺動自在に軸支されたドア支持体18を備え、このドア支持体18には、当該ドア支持体が垂直起立姿勢にあるときに上下垂直向きとなる支軸32の周りに回転自在に軸支されたドア支持具19が設けられ、このドア支持具19を、当該ドア支持具19が支持するドアDがドア支持体18と平行になる向きで当該ドア支持体18にロックするロック手段38が設けられた構成。
(もっと読む)
加工ラインにおけるワーク搬送システム
【課題】加工ラインにおけるワーク搬送システムにおいてワーク載置用のハンガーを退避させるにあたり、省スペース化、構造の簡略化を図る。
【解決手段】搬送ハンガーを複数の加工工程にわたり移動させるワーク搬送システムであって、メイン搬送レール1に対し並列状に設けられ、メイン搬送レール1との間で第2搬送ハンガー20の乗り入れが可能であって上流のサイドパネル外板仮溶接工程51と下流のサイドパネルコンポーネント工程54とをつなぐ第1分岐搬送レール2を備え、ワークが載置された状態の第2搬送ハンガー20がサイドパネル外板仮溶接工程51からメイン搬送レール1を介してサイドパネルコンポーネント工程54に移動し、空状態の第2搬送ハンガー20がサイドパネルコンポーネント工程54から第1分岐搬送レール2を介してサイドパネル外板仮溶接工程51に移動する。
(もっと読む)
車体組立ラインにおけるドアの搬送方法及び車体組立ラインにおけるドアの搬送装置
【課題】低コストで敷設スペースを必要としない車体組立ラインにおけるドアの搬送方法及び車体組立ラインにおけるドアの搬送装置を提供する。
【解決手段】搬送コンベアC/Vの搬送パレット1に車体Wを載置して搬送することにより前記車体Wに部品を組み付ける車体組立ラインLにおけるドア搬送方法であって、前記搬送パレット1の基台2に配設したドア収納部4に、前記車体Wから取り外したドアDを載置して搬送する。
(もっと読む)
組立台車及びそれを用いた生産システム
【課題】小型化を図ることができるとともに、楽な作業姿勢で部品の組付け作業を行うことにより作業効率を向上させることができる組立台車を提供すること。
【解決手段】モータ33により駆動する牽引車30を備える組立台車10において、台車の横フレーム11aの下側四隅に設けられた車輪12a,12bと、横フレーム11aの上側でワークWを保持するクランプ部20と、モータ33を駆動するためのバッテリ31と、牽引車30の駆動を制御する制御装置40とを有し、クランプ部20は、ワークWを保持した状態でワークWの重心位置Cが、車輪間Tの外側に位置するように配置され、バッテリ31は、クランプ部20の固定部20aに対し、クランプ部20に保持されたワークWとは逆側にて横フレーム11a上に配置され、牽引車30は、横フレーム11aの下側に配置されて横フレーム11aに連結されている。
(もっと読む)
複合体及びその製造方法
【課題】デフォームが発生することが回避されて外観品質が良好な複合体を効率よく得る。
【解決手段】複合体10は、金属からなるワーク12に対して樹脂材14が接合させることで構成される。ここで、樹脂材14は、複数箇所がワーク12に対してスポット的に接合される。すなわち、樹脂材14には、複数個の点接合部位24が形成される。樹脂材14の好適な例としては、ポリアミド樹脂(ナイロン)等の熱可塑性樹脂が挙げられる。この種の複合体は、例えば、ドアパネル等の車両用部品として好適に採用される。
(もっと読む)
発泡シール材の自動貼り付け装置
【課題】ストライプ状の発泡シール材の貼り付け作業を自動化し、貼り付け作業工数、貼り付け位置のバラツキの削減を図る。
【解決手段】発泡シール材保持具3は、ストライプ状の発泡シール材2を吸着保持する治具であり、Z方向及びY方向に移動可能に設けられている。発泡シール材2を掴む複数のハンド5は、連結リンク4に下面に取り付けられ、発泡シール材保持具3と干渉しないようにZ方向及びY方向に移動可能に設けられている。チャック6は、発泡シール材2に接着された離型紙7の端部を剥離する治具であり、傾斜スライド台8上で斜め方向にスライド可能に設けられている。スライドピン9は、発泡シール材2接着された離型紙7の全部を剥離するものであり、X方向に延びた水平スライド台10上でスライド可能に設けられている。
(もっと読む)
車体のドア開け方法及び装置
【課題】ロボットの設置箇所を小さくすると共に、サイクルタイムの短縮を図ることが可能な、ドア開け方法及び装置を提供すること。
【解決手段】双腕ロボットにおいては、2つのアームがS1軸及びS2軸の各々によって回動される。その結果、S1軸を用いた回動により、ドア開き動作(ステップST2)が実現される。そして、S1軸とS2軸とを用いた回動により、ボルト緩め動作を行うための、ドア91のインナ側に入り込む移動(ステップST3)が実現される。この場合の移動は、ドア91の方向を向くような移動である。その結果、ドア把持位置まで移動したとき(ステップS26)、双腕ロボットは、ボルト緩め動作を行い易い姿勢となっている。
(もっと読む)
ドアフレーム及びその製造方法
【課題】溶接による熱歪みの影響が小さく、溶接工程で要する時間が短いドアフレーム及びその製造方法を得る。
【解決手段】車両のドアフレーム本体を形成するサッシュフレームと、このサッシュフレームに接合されたブラケットとを有するドアフレームにおいて、上記サッシュフレームとブラケットが、その一方の上に他方のエッジ部を位置させた位置関係で重ね合わせられ、該エッジ部において溶接され、重ね合わせられた対向面間において接着剤が充填されていることを特徴とするドアフレーム。
(もっと読む)
自動車の部品組み付け方法及び組み付け部品
【課題】第1部品を第2部品に組み付ける際に、ケーブルを第1部品に対して取付位置のバラツキや位置ズレを生じるとなく仮置きすることができて、両部品の組み付けを容易に行うことができる自動車の部品組み付け方法及び組み付け部品を提供する。
【解決手段】ケーブル23の一端が取着された第1部品21を第2部品38に対して組み付ける部品組み付け方法において、第1ステップでは、ケーブル23の中間部に固定された取付治具24を、第1部品21に設けられた第1取付部33に対して着脱自在に取り付けて、ケーブル23を第1部品21上に仮置きする。第2ステップでは、第1部品21を第2部品38に組み付ける。第3ステップでは、取付治具24を第1取付部33から取り外した後、第2部品38に設けられた第2取付部40に対して取り付けることにより、ケーブル23を第1部品21から延出させて第2部品38上に配置する。
(もっと読む)
車両用制御システム
【課題】電子制御装置(ECU)が自身に接続された各車両部品にノードIDを付与可能にする。
【解決手段】制御システム1は、圧力センサ11及び通信ドライバ15を内蔵する気筒毎のインジェクタ(INJ)10と、各INJ10の通信ドライバ15に共通の通信線LCを介してバス接続されたECU20とを備え、圧力センサ11からの信号はINJ10毎のセンサ線LSを介しECU20に入力される。本システム1では、ECU20から全INJ10に対する特定の命令が送信されると、各INJ10は自身のセンサ線LSの電圧を0Vからスイープさせ、ECU20は、各センサ線LSの電圧が、該線LSにつながるINJ10に付与するノードIDに対応した電圧になると、該線LSを0Vに変化させる。そして、各INJ10は、自身のセンサ線LSの電圧が0Vに変えられた直前の該線LSの電圧から、自身に付与されたノードIDを特定し該ノードIDを記憶する。
(もっと読む)
ワークの位置決め装置
【課題】ワークの位置の調整や修正を、低コストで、かつ、簡単に行えるようにする。
【解決手段】ワークを所定位置に位置決めし固定するためのワークの位置決め装置1は、パイプ部41を有する位置決め用基台10と、パイプ部41をクランプする汎用のパイプクランプ51と、パイプクランプ51によってパイプ部に取り付けられるインナパネル保持装置A1,A2とを備えている。パイプクランプ51がパイプ部41をクランプした状態で、インナパネル保持装置A1,A2によってワークを保持することによりワークを所定位置に位置決めする。
(もっと読む)
1 - 20 / 157
[ Back to top ]