
Fターム[4F072AB22]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の集合性 (2,997) | 一方向性のもの (574)
Fターム[4F072AB22]の下位に属するFターム
屈曲、蛇行しているもの (6)
Fターム[4F072AB22]に分類される特許
21 - 40 / 568
プリプレグ、基板および半導体装置
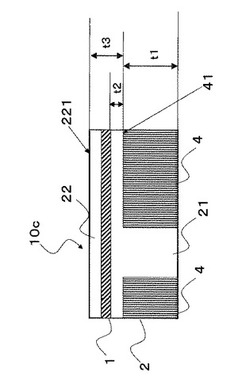
【課題】本発明の目的は、薄膜化に対応することが可能であり、かつ回路パターンに応じて樹脂量を調整することが可能なプリプレグを提供することにある。また、本発明の目的は、上記プリプレグを有する基板および半導体装置を提供することにある。
【解決手段】本発明のプリプレグ10は、ガラス繊維で構成される繊維基材1と、繊維基材1の一方の面側に位置する第1樹脂層21と、繊維基材1の他方の面側に位置する第2樹脂層22とを有する。第1樹脂層21と第2樹脂層22とは、それぞれ、熱硬化性樹脂と無機充填材とカップリング剤とを含む樹脂組成物で構成され、第1樹脂層21の厚さは、第2樹脂層22の厚さより厚い。第1樹脂層21中には回路配線部4が埋設されており、回路配線部4と繊維基材1との距離をt2[μm]としたとき、t2が3〜15μmである。
(もっと読む)
複合強化繊維束、その製造方法、および成形材料
【課題】
本発明は、強化繊維束への樹脂の含浸性が良好であり、優れた電磁波遮蔽性と衝撃強度を兼ね備えた成形品を与え得る複合強化繊維や、その製造方法、及び成形材料を提供することを目的とする。
【解決手段】
導電性強化繊維束(A)100重量部に対し、高分子型帯電防止剤(B)を13〜200重量部含浸させてなる複合強化繊維束。
複合強化繊維束、および該複合強化繊維束と熱可塑性樹脂組成物(C)から構成される成形材料、また、前記成分(B)を0〜300℃の溶融状態で前記成分(A)と接触させ、さらに加熱して前記成分(B)を供給量の80〜100重量%を前記成分(A)に含浸させることを特徴とする複合強化繊維束の製造方法。
(もっと読む)
予備成形体およびその製造方法

【課題】予備成形体のマトリックス樹脂のインサート成形用に供給される樹脂との接合部分についてのみ、供給される樹脂との間で容易に十分に高い接着強度が得られるように制御可能な予備成形体の製造方法、およびその方法により製造された予備成形体を提供する。
【解決手段】マトリックス樹脂が結晶性の熱可塑性樹脂である繊維強化樹脂Aを予備成形体とし、液状化した樹脂Bを供給して繊維強化樹脂Aをインサート成形するための前記予備成形体の製造方法であって、繊維強化樹脂Aの樹脂Bと接合される面の少なくとも一部を例えば急冷により結晶化度5〜15%の範囲内に制御することを特徴とする予備成形体の製造方法、およびその方法により製造された予備成形体。
(もっと読む)
エポキシ樹脂組成物
【課題】その硬化物が高いTgを有し、しかも衝撃強度、引張伸び率、剪断接着強度を初めとする物性において優れた性能を発揮し、高靱性等の機械的特性を良好に達成することができ、とくに複合材料用エポキシ樹脂組成物として好適なエポキシ樹脂組成物を提供する。
【解決手段】2官能型エポキシ樹脂100〜70重量部及び3官能以上のエポキシ樹脂0〜30重量部、ビスフェノール類、ビフェノール類、カテコール類及びハイドロキノン類からなる群から選択される少なくとも1種の2官能フェノール類50〜75重量部並びにイミダゾール硬化触媒、を含むエポキシ樹脂組成物。
(もっと読む)
グラファイト複合フィルム及びその製造方法
【課題】本発明は、上記課題を解決し、軽量且つ機械的強度が優れており、さらに熱伝導率にも優れたグラファイト複合材料を提供することを課題としている。
【解決手段】グラファイトフィルムの少なくとも片面に強化繊維層が形成されていることを特徴とするグラファイト複合フィルム。前記グラファイト複合フィルムにおいて、a)グラファイトフィルムの厚みが3μm以上500μm以下であり、b)前記強化繊維層の厚みが10μm以上300μm以下であり、c)前記強化繊維層の厚みTFと前記グラファイトフィルムの厚みTGの比TF/TGが0.1以上20以下であることが好ましい。
(もっと読む)
複合強化繊維束、その製造方法、および成形材料
【課題】
本発明は、強化繊維束への樹脂の含浸性が良好であり、優れた難燃性と耐候性を兼ね備えた成形品を与え得る複合強化繊維や、その製造方法、及び成形材料を提供することを目的とする。
【解決手段】
強化繊維束(A)100重量部に対し、ハロゲン系難燃剤(B)10〜100重量部および光安定剤(C)0.2〜10重量部を含浸させてなる複合強化繊維束、および該複合強化繊維束と熱可塑性樹脂組成物(D)から構成される成形材料、また、前記成分(B)および前記成分(C)を100〜320℃の溶融状態で前記成分(A)と接触させ、さらに加熱して前記成分(B)および前記成分(C)の供給量の80〜100重量%を前記成分(A)に含浸させることを特徴とする複合強化繊維束の製造方法。
(もっと読む)
熱可塑性樹脂複合材材料
【課題】炭素繊維と熱可塑性樹脂とから構成される炭素繊維複合成形体において、剛性に優れた複合成形体を提供すること。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂(A)とから構成され、該熱可塑性樹脂(A)の存在量が強化繊維100重量部に対し10〜1000重量部であり、強化繊維が実質的に2次元ランダムに配向したランダムマット基材と、
該ランダムマット基材の少なくとも片面に設けられ、一方向に引き揃えられた強化繊維に半芳香族ポリアミドを含有する熱可塑性樹脂(B)が含浸されてなる一方向材とからなる複合材料とすること。
(もっと読む)
プリプレグとその製造方法
【課題】均一なガラス分布により、レーザ加工性に優れたプリント配線板用のプリプレグを提供する。
【解決手段】Eガラス糸を製織してなるガラスクロスとEガラスからなるフィラーとマトリックス樹脂からなるプリプレグ。
(もっと読む)
成形材料
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%と、ポリフェニレンエーテルエーテルケトンオリゴマー(B)0.1〜20重量%からなる複合体に、熱可塑性樹脂(C)30〜98.9重量%が接着されてなる成形材料であって、該成分(B)の融点が270℃以下である成形材料。
(もっと読む)
成形材料およびそれを用いた成形方法
【課題】
成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、力学特性に優れる成形品や賦形性に優れる成形品を容易に製造できる成形材料およびその成形方法を提供する。
【解決手段】
強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる成形材料であって該成分(B)の融点が270℃以下である成形材料。
(もっと読む)
成形材料の製造方法
【課題】
強化繊維基材とポリフェニレンエーテルエーテルケトンからなる成形材料を、より容易に、生産性よく製造する方法を提供する。
【解決手段】
強化繊維基材(A)を引き出し、連続的に供給する工程(I)、該成分(A)にポリフェニレンエーテルエーテルケトンオリゴマー(B)を複合化して複合体を得る工程(II)、該成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる工程(III)、および該成分(A)、該成分(B’)からなる複合体を冷却し引き取る工程(IV)を有してなる成形材料の製造方法であって、該成分(B)の融点が270℃以下である成形材料の製造方法。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法、および複合体とその製造方法
【課題】高い機械的特性を示す複合体の材料として好適な繊維強化熱可塑性樹脂成形品とその製造方法、および高い機械的特性を示す複合体とその製造方法を提供する。
【解決手段】断面が開断面形状であるシェル部20と、該シェル部20の内側に設けられたリブ部30とからなる繊維強化熱可塑性樹脂成形品10であって、前記シェル部20が、リブ部30を構成する材料Rよりも曲げ弾性率が高い材料Sを含むことを特徴とする繊維強化熱可塑性樹脂成形品10とその製造方法。該繊維強化熱可塑性樹脂成形品の複数が、リブ部を内側にして接合され、閉断面形状を形成していることを特徴とする複合体とその製造方法。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】マトリクス樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】一対の押圧部材の間に、強化繊維が一方向に引き揃えられた強化繊維基材Fと、流動可能な状態のマトリクス樹脂Pとを供給し、一対の押圧部材11、12で、強化繊維基材Fとマトリクス樹脂Pとを押圧することにより、強化繊維基材Fにマトリクス樹脂Mを含浸させる繊維強化樹脂シートの製造方法である。一対の押圧部材11、12のうち少なくとも一方の押圧部材11として、表面に複数の突起11aが形成された押圧部材を用い、一対の押圧部材11、12の間において、強化繊維基材Fを押圧することにより、複数の突起11aで強化繊維をほぐしながら、マトリクス樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
一方向強化織物とその製造方法、これを用いたプリプレグおよび炭素繊維複合材料
【課題】炭素繊維束を用いて形成された一方向強化織物であって、樹脂含浸の操作などの各種成型加工の作業環境においても織物の型崩れが生じにくく、織物中の炭素繊維の直線性が保たれる一方向強化織物を提供する。
【解決手段】炭素繊維束からなる縦糸と、縦糸を拘束する横糸からなる一方向強化織物であって、以下の条件イ、ロ、およびニを満たすとともに、以下の条件ハ−1および/またはハ−2を満たす。(条件イ)一方向強化織物の目付けが100g/m2以上500g/m2以下。(条件ロ)一方向強化織物のカンチレバー値が170mm以上。(条件ハ−1)一方向強化織物を構成する炭素繊維束中の単繊維の配向度が91%以上。(条件ハ−2)一方向強化織物と樹脂との硬化物において、硬化物を構成する炭素繊維束中の単繊維の配向度が91%以上。(条件ニ)一方向強化織物を構成する炭素繊維束中の単繊維断面の真円度が92%以下。
(もっと読む)
強化繊維への樹脂含浸方法及び含浸装置
【課題】安価に強化繊維プリプレグを製造できるロール転写法を用いて、強化繊維に樹脂を経時的に又は断面方向に均等に樹脂を含浸する装置及び方法を提供する。
【解決手段】表面に所定の膜厚の樹脂層の形成された含浸ロール3と強化繊維5とを接触させ、樹脂を強化繊維に転写するロール転写により強化繊維に樹脂を含浸するに際して、強化繊維の側方の含浸ロール上の樹脂を所定範囲で掻き取り、強化繊維の含浸ロールと接触していない面に供給する。所定範囲で樹脂を掻き取り、強化繊維の含浸ロールと接触していない面に供給する手段として、強化繊維との間隙が徐々に狭くなる樹脂供給手段8を設ける。
(もっと読む)
プリプレグシート材及びその製造方法
【課題】本発明は、積層された複数の補強繊維シート層を一体形成するマトリックス樹脂に異なる熱可塑性樹脂材料からなる複数の樹脂領域を形成することで高品質で優れた特性を備えるプリプレグシート材及びその製造方法を提供することを目的とするものである。
【解決手段】プリプレグシート材は、補強繊維を引き揃えシート状に形成した補強繊維シート層1A〜1Cが層状に配列され、これらの補強繊維シート層を一体形成するマトリックス樹脂を備えている。マトリックス樹脂は、異なる熱可塑性樹脂材料からなる樹脂領域2及び3を備え、樹脂領域2及び3は層状に形成されている。補強繊維シート層1A及び1B並びに補強繊維シート層1B及び1Cの層間に熱可塑性樹脂材料からなる樹脂層2a及び2bが形成され、補強繊維シート層1A及び1Cの外側に樹脂層3a及び3bが形成され、各樹脂領域の境界部分が補強繊維シート層の内部に入り込んだ状態となっている。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
繊維強化樹脂成形用材料
【課題】常温においても複雑形状への賦形が可能な強化繊維束を一方向に引き揃えた強化繊維を含む繊維強化樹脂成形用材料料を提供する。
【解決手段】強化繊維束を一方向に引き揃えた強化繊維シートの少なくとも一方に、熱可塑性樹脂からなる不織布を当接させ、ガラス転移温度(Tg)以上融点(Tm)未満の温度域で加圧することにより一体化されたことを特徴とする繊維強化樹脂成形用材料。
(もっと読む)
プリプレグ及び積層板
【課題】本発明は、無機充填剤を高充填化した樹脂系において、樹脂の流動性を高める新たに添加する低分子量の成分を必要とせず、かつ流動性の管理幅が広い範囲でプリプレグ同士の間の接着性が向上し、はんだ耐熱性も向上出来るプリプレグ、そのプリプレグを含む積層板及びその製造方法を提供することを目的とする。
【解決手段】補強材に樹脂を含浸させたプリプレグであって、貫通する穴を有するプリプレグ及び、補強材と樹脂とを含むプリプレグを2枚以上重ね、その片面又は両面に金属箔を配置して、加熱加圧して得られる積層板であって、該プリプレグが、該補強材の厚さ方向に貫通する穴を有し、該貫通する穴が、該樹脂で充填されているものである積層板である。
(もっと読む)
成形品の製造方法および成形品
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
21 - 40 / 568
[ Back to top ]