
Fターム[4F072AD37]の内容
強化プラスチック材料 (49,419) | マトリックス (8,173) | 縮合系樹脂 (6,065) | ポリエステル系(ジアリルフタレート) (696)
Fターム[4F072AD37]の下位に属するFターム
不飽和ポリエステル (301)
Fターム[4F072AD37]に分類される特許
61 - 80 / 395
繊維強化樹脂の水廻り用成形品とその製造方法
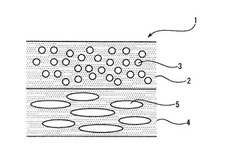
【課題】劣化加速試験後の強度および外観の両方に優れた繊維強化樹脂の水廻り用成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の水廻り用成形品1であって、成形品1の水と接する側の層であり、モノフィラメント化したガラス繊維3を含む表面層2と、繊維束であるガラス繊維5を含む裏面層4とを備え、ガラス繊維3、5の含有量が15〜30質量%であることを特徴とする。
(もっと読む)
樹脂組成物
【課題】エポキシ樹脂組成物に求められる基本特性を悪化させることなく、難燃性を付与した樹脂組成物、及びこれを用いた接着フィルム、プリプレグ、多層プリント配線板を提供する。
【解決手段】シアネートエステル系硬化剤、活性エステル系硬化剤から選択される硬化剤の1種又は2種以上と、ビスフェノールAF型エポキシ樹脂を含有するエポキシ樹脂組成物及びこの樹脂組成物を含有する接着フィルム、プリプレグ、多層プリント配線板。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体

【課題】強度および剛性の高い連続繊維複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる構造体であって、骨格線と交差する折り目を境界として連結された複数の部分面が連続した構造からなり、陪法線ベクトル角度について特定の関係を満足する特定の捩れ、さらに好ましくは特定の曲率を有することを特徴とする連続繊維複合材料構造体。
(もっと読む)
プリプレグ繊維の製造方法および製造装置
【課題】ボイドや毛羽立ちの発生が抑制されたプリプレグ繊維を提供する。
【解決手段】繊維束20の搬送に応じて回転するように軸支された含浸装置24を繊維束20が通過する際に樹脂液が含浸され、プリプレグ繊維が作製される。含浸装置24は、繊維束20と接触する繊維束接触面35を有する円筒形状の繊維束含浸部34と、繊維束含浸部34の内側に配置され、樹脂液を貯留するための貯液部32と、を含む。繊維束含浸部34は、貯液部32と連通し、含浸装置24の回転に応じて樹脂液が吐出される複数の樹脂液吐出孔54を有し、樹脂液吐出孔54から吐出された樹脂液が、繊維束接触面35の近傍を通過する繊維束20に含浸される。
(もっと読む)
ガラスクロス含浸基材の製造方法およびプリント配線板
【課題】プリント配線板に絶縁層として用いられるガラスクロス含浸基材において、その吸湿耐熱性を改善する。
【解決手段】分子中に酸無水物環を有するシラン化合物を用いて表面処理されたガラスクロスに、溶媒と液晶ポリエステルとを含む液状組成物を含浸させる。その後、液状組成物中の溶媒を除去してガラスクロス含浸基材を得る。これにより、液晶ポリエステルのガラスクロスへの含浸に先立ち、分子中に酸無水物環を有するシラン化合物を用いてガラスクロスが表面処理される。そのため、液晶ポリエステルとガラスクロスとの密着性が向上し、ガラスクロス含浸基材の吸湿耐熱性が改善される。
(もっと読む)
炭素繊維複合材料
【課題】熱可塑性樹脂をマトリクスとした炭素繊維複合材料成形を提供する。
【解決手段】繊維長5mm超100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上の繊維束と、単糸の状態または臨界単糸数未満で構成される繊維束が同時に存在する事を特徴とする複合材料からなるランダム層と、炭素繊維が一方向に引き揃えられた一方向材と熱可塑性樹脂とからなる一方向材層とを有する炭素繊維複合成形体。
臨界単糸数=600/D (1)
(ここでDは炭素繊維の平均繊維径(μm)である)
(もっと読む)
繊維強化樹脂成形品、およびその製造方法
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
繊維強化熱可塑性樹脂の製造方法、該製造方法により得られた繊維強化熱可塑性樹脂およびこれを用いた成形品
【課題】ボイドなどの空隙が少なく、繊維含有率が良好で、繊維蛇行のない繊維強化熱可塑性樹脂の製造方法を提供する。
【解決手段】長繊維からなる強化繊維で構成される強化繊維シート10の一方の面に、熱可塑性樹脂からなる熱可塑性樹脂層11を配置し、前記強化繊維シート10の他方の面に、前記熱可塑性樹脂が溶融する温度で溶融しない材料からなる網状シート12を配置し、積層物を得る配置工程と、前記熱可塑性樹脂は溶融し、前記網状シート12は溶融しない温度で、前記積層物を加熱するとともに加圧して、前記熱可塑性樹脂を前記強化繊維シート10と前記網状シート12とに含浸する含浸工程を有する、繊維強化熱可塑性樹脂の製造方法。
(もっと読む)
セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂及びその成形体
【課題】セルロースを含有しているため機械特性が高く、成形体と成したときに反り、曲がりが発生しないうえ、射出成形、押出成形等に対応可能な流動特性をもったセルロース含有熱可塑性樹脂を作製できるセルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂及びその成形体を提供する
【解決手段】乾式解繊機により解繊された繊維状セルロースと熱可塑性樹脂と酸無水物とをバッチ式密閉型混練装置を用いて高温高圧水蒸気環境下で溶融混練するセルロース含有熱可塑性樹脂の製造方法において、高温高圧水蒸気環境における温度範囲が150〜370℃であり、かつ圧力範囲が0.20MPa以上で飽和水蒸気圧までの間であることを特徴とするセルロース含有熱可塑性樹脂の製造方法及びその製造方法で作成したセルロース含有熱可塑性樹脂。
(もっと読む)
繊維複合材料
【課題】本発明の目的は、マトリックス樹脂中でのセルロース繊維の分散性に優れ、該セルロース繊維が高度に配向して含有されることで、引張り強度、曲げ強度などの機械的強度や線膨張係数等の熱特性に優れた繊維複合材料を提供することにある。
【解決手段】少なくとも平均繊維径が2nm以上、200nm以下であるセルロース繊維とマトリックス樹脂を含み、該セルロース繊維の繊維配向度が50%以上95%以下であることを特徴とする繊維複合材料。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
繊維複合材料及びその製造方法
【課題】本発明の目的は、引張り強度、曲げ強度などの機械強度や低線膨張特性に優れ、家電品の筺体や電子デバイスの基板材料、自動車用部品、住宅内装材料、包装・容器材料等の広範囲な用途に適用できる繊維複合材料を得ることにある。
【解決手段】少なくともセルロース繊維の骨格からなる空隙率が10%以上、80%以下であるセルロース多孔性構造体とマトリックス樹脂を含むことを特徴とする繊維複合材料。
(もっと読む)
液晶ポリエステル含浸繊維シートの製造方法
【課題】寸法安定性に優れる液晶ポリエステル含浸繊維シートを製造する。
【解決手段】液晶ポリエステルとハロゲン原子を含まない非プロトン性溶媒とを含む液状組成物を、アラミド繊維から構成されるシートに含浸した後、前記溶媒を除去することにより、液晶ポリエステル含浸繊維シートを製造する。前記溶媒としては、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド及びN−メチルピロリドンが好ましく用いられる。前記シートとしては、織物が好ましく用いられる。
(もっと読む)
液晶ポリエステル含浸繊維シートの製造方法
【課題】寸法安定性に優れる液晶ポリエステル含浸繊維シートを製造する。
【解決手段】液晶ポリエステルとハロゲン原子を含まない非プロトン性溶媒とを含む液状組成物を、ポリベンザゾール繊維から構成されるシートに含浸した後、前記溶媒を除去することにより、液晶ポリエステル含浸繊維シートを製造する。前記溶媒としては、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド及びN−メチルピロリドンが好ましく用いられる。前記シートとしては、織物が好ましく用いられる。
(もっと読む)
繊維補強複合材料、その製造方法、複合材料成形体および複合材料成形体の積層体
【課題】種々の熱可塑性樹脂の成形体、特にシート状や薄肉成形体の機械物性を改善するために、マトリクス樹脂と同種の樹脂で形成されたナノファイバーを用いて補強された複合材料を提供する。
【解決手段】電界紡糸法によって得られ、かつ特定の要件を満たした熱可塑性樹脂製繊維と熱可塑性樹脂シートとが積層されてなる複合材料であって、熱可塑性樹脂としての加工可能温度(TB℃)を有する熱可塑性樹脂Bからなる樹脂製繊維と熱可塑性樹脂A(加工可能温度TA℃)からなるシートとを複合化する際に、その製造温度(TP℃)としてTA<TP<TBである条件下に成形されたものが有効である。
(もっと読む)
繊維強化成形材料の製造方法
【課題】力学特性に優れる成形品が得られる繊維強化成形材料を効率良く製造する方法を提供する。
【解決手段】少なくとも、次の第1a工程、第2a工程、第3a工程および第4a工程を含む繊維強化成形材料の製造方法などを用いることを特徴とする;第1a:不連続な強化繊維束をシート状の強化繊維基材(A1)に加工する工程;第2a:第1a工程で得られた強化繊維基材(A1)1〜70質量部に、側鎖に水酸基を有する(メタ)アクリル系重合体(B)を0.1〜10質量部を付与する工程;第3a:第2a工程で得られた、(メタ)アクリル系重合体(B)が付与された強化繊維基材(A2)に、熱可塑性樹脂(C)を複合化して、強化繊維基材(A2)1.1〜80質量%および熱可塑性樹脂(C)20〜98.9質量%を含む繊維強化成形材料を得る工程;第4a:第3a工程で得られた繊維強化成形材料を1m/分以上の速度で引き取る工程。
(もっと読む)
セラミックマトリクス複合体の前駆物質スラリ組成物及びシート成形コンパウンド
【課題】セラミックマトリクス複合体(CMC)物品を製造時における時間短縮を図る。
【解決手段】熱可塑性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される適切な溶剤を含み、前記熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂であり、前記炭素質固体成分は、熱分解時に適切な量の炭素チャーを生成し、且つ前記溶剤の除去後、硬化前の前駆物質スラリ組成物は70体積%までの固体を含む前駆物質スラリ組成物。シート整形コンパウンドは、前駆物質スラリ組成物から形成された第1の外側膜及び第2の外側膜と、第1の外側膜と第2の外側膜との間に支持された無作為に分散された補強材料とを含む。
(もっと読む)
熱可塑性長繊維複合材およびそれから得られた製品
【課題】成形品に使用した場合、改善された表面抵抗率および/または衝撃強さが得られる導電性長繊維複合材を提供する。
【解決手段】この複合材は、熱可塑性樹脂、炭素長繊維、およびガラス長繊維を含み、前記炭素長繊維および前記ガラス長繊維が、約2mmを超えるかまたはそれと等しい長さを有し、前記導電性長繊維複合材が、製品に成形した場合、約108Ω/cm2未満またはそれと等しい表面抵抗率、および約10kJ/m2を超えるかまたはそれと等しいノッチ付アイゾッド衝撃強さを示す。
(もっと読む)
繊維強化熱可塑性樹脂組成物および強化繊維束
【課題】繊維強化熱可塑性樹脂組成物、特にマトリックス樹脂としてポリオレフィン系樹脂を用いた場合に、優れた接着性を発現し、力学特性に優れる繊維強化熱可塑性樹脂組成物および強化繊維束を提供すること。
【解決手段】繊維強化熱可塑性樹脂組成物において、側鎖に、水酸基、カルボキシル基、アミド基およびウレア基より選ばれる少なくとも1種の官能基を有し、凝集エネルギー密度CEDが385〜550MPaである(メタ)アクリル系重合体を0.1〜10質量%、強化繊維を1〜70質量%、熱可塑性樹脂を20〜98.9質量%含んでなることを特徴とする。また、強化繊維束において、強化繊維に前記(メタ)アクリル系重合体が0.1〜30質量%付着されていることを特徴とする。
(もっと読む)
繊維強化樹脂用シート及びこれを用いた繊維強化樹脂成形体
【課題】繊維基材の端部に段差がなく、かつ繊維内に樹脂が均一に浸透し易く、均一な物性の成形品を得ることが可能な繊維強化樹脂用シート及びこれを用いた繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂用シート10は、不織布15と繊維基材13を含み、繊維基材13を構成する繊維11は少なくとも一方向に揃えられ、繊維基材13端面は突き合わされており、突き合わせ部14の少なくとも一面に不織布15が配置され、不織布15と繊維基材13とは、不織布15表面に付与された接着層により一体化されており、前記表面に接着層が付与された不織布15は、JIS L 1096、1999.8.27.1A法で規定されるフラジール法で150〜700cm3/(cm2・S)の範囲の通気量を有する。本発明の繊維強化樹脂成形体は、前記繊維強化樹脂用シートとマトリックス樹脂を含む。
(もっと読む)
61 - 80 / 395
[ Back to top ]