
Fターム[4F202CD01]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718) | 型の製造の主要手段 (2,034)
Fターム[4F202CD01]の下位に属するFターム
転写による(←鋳造) (1,017)
電鋳によるもの (319)
溶射によるもの (54)
板、棒状物、小片を集合することによるもの (306)
切断、研削による(放電加工による) (261)
Fターム[4F202CD01]に分類される特許
21 - 40 / 77
金型中子の製作方法および金型中子
【課題】微細領域を有する3次元形状物の成形に際して、その成形に用いられる金型中子を効率よく製作する。
【解決手段】3次元形状物の平面投影形状に対応する形状の遮光マスク2を光透過性の基板1に形成し、基板1の一方の面に遮光マスク2を覆ってレジスト層4を形成する。グレースケールマスクを用いてレジスト層4を露光して現像することにより、本体部4aおよび平板状部4bを有する立体形状にレジスト層4を加工する。レジスト層4に対して基板1を通して露光し、レジスト層4を現像することにより、本体部4aの近傍を除くレジスト層4の平板状部4bを除去して、本体部および平板部を有する立体形状のレジスト母型を製作する。このレジスト母型を用いて、レジスト母型の立体形状を反転させた立体形状の凹部を有する電鋳スタンパーを製作する。電鋳スタンパーのパターン面を削ることにより、レジスト母型の平板部に対応する部位を除去する。
(もっと読む)
光学フィルム製造用ロールのレンズ形状の製造方法及びそれによりレンズ形状の形成された光学フィルム製造用ロール

【課題】光学フィルム製造用ロールに直接的に線形又は非線形レンズ形状を形成することができ、レンズの模様を多様化することができ、また、レンズ形状の曲率を任意に調節でき、曲率を半球以上に深く形成できる光学フィルム製造用ロールのレンズ形状の製造方法及びそれによりレンズ形状の形成された光学フィルム製造用ロールを提供する。
【解決手段】光学フィルム製造用ロールのレンズ形状の製造方法は、銅(Cu)又はニッケル(Ni)で表面メッキされたメッキ層を含む円筒形ロールに樹脂塗膜を形成する第1工程と、前記円筒形ロールの前記樹脂塗膜の表面をのみ(chisel)で打撃して、予備レンズ形状を形成する第2工程と、前記予備レンズ形状の形成された前記円筒形ロールをエッチング液でエッチングする第3工程と、前記樹脂塗膜を除去する第4工程とを含む。
(もっと読む)
離型シート、原反、離型シートの製造方法およびエンボス加工システム
【課題】使用時における平坦化が抑制される離型シートを提供することを目的とする。
【解決手段】離型シート10は、基材12と、電離放射線硬化樹脂からなり基材の両側にそれぞれ配置された第1樹脂層14および第2樹脂層16と、を有する。基材は、一方の側の表面に凹凸形状が形成されるとともに、他方の側の表面にも一方の側の表面の凹凸形状に対応した凹凸形状が形成されている。第1樹脂層14および第2樹脂層16は、基材の表面の凹凸形状に沿うようにして延びている。
(もっと読む)
金型スタンパーの製造方法、金型スタンパー及び成形品の製造方法
【課題】非平面上に所定のパターン構造が形成された製品を実現することができ、その製品の生産性を向上させることができる、金型スタンパー、金型スタンパーの製造方法、及びその製品(成形品)の製造方法を提供すること。
【解決手段】板材5の、モスアイ構造が形成された形成面52が、連続体である樹脂13をコアとして、スタンパー成形金型10のキャビティ7に対応した球面形状に成形される。これにより、その形成面52の全体形状が球面形状に形成されるので、球面上に形成されたモスアイ構造を有する金型スタンパー5’を製造することができる。
(もっと読む)
積層造型法により作成された成形型
【課題】優れた離型性と高い機械強度、耐久性、耐摩耗性を同時に実現でき、従来の方法に比べて成形型の作成工程を短縮することができる成形型を提供する。
【解決手段】球状カーボンと樹脂粉末を必須成分とする複合材料粉末を用いて、積層造型法により作成された成形型。特には、前記造型法が粉末焼結法であり、前記球状カーボンが複合材料粉末中に10〜80質量%含有する。また本発明の成形型は射出成形、発泡成形、RIM成形、注型、真空注型、真空成形、RTM成形、粉末成形、ブロー成形、圧縮成形、プレス成形、押出成形、FRP成形に用いる型として好適である。
(もっと読む)
樹脂製モールドの製造方法
【課題】ナノインプリント法に用いられる樹脂製モールドの平坦部の表面粗さ(Ra)を改善し、磁気記録媒体のパターンの形成不良を低減し、生産性を向上させることができるようにする。
【解決手段】本発明は、磁気的に分離した磁気記録パターンを有する磁気記録媒体の製造に使用される樹脂製モールド1の製造方法において、マスターモールド20の凹凸パターンを硬化性の樹脂材料に転写する工程と(図1(c))、凹凸パターンが転写された樹脂材料を硬化する工程と(図1(c))、マスターモールド20から、硬化した樹脂材料を剥離し樹脂製モールド1とする工程と(図1(d))、樹脂製モールド1に放射線4を照射して樹脂製モールド1の転写面3を平滑化する工程と(図1(e))、を含み、樹脂製モールド1に照射する放射線4のエネルギーを樹脂材料13に含まれる有機化合物の分子結合エネルギーより大きくする。
(もっと読む)
スタンパの製造方法及びスタンパ
【課題】簡略化した製造工程で、3次元構造パターンを有するスタンパを製造する方法を提供する。
【解決手段】基板上にネガ型感放射線性組成物を塗布し、前記ネガ型感放射線性組成物由来の第1被膜を形成する工程と、前記第1被膜を露光し、露光された前記第1被膜を現像し、第1パターンを形成する工程と、前記第1パターン上に、前記ネガ型感放射線性組成物を塗布し、第2被膜を形成する工程と、前記第2被膜を露光し、露光された前記第2被膜を現像し、第2パターンを形成する工程と、前記第1パターン及び前記第2パターンに、加熱及びエネルギー線照射から選ばれる少なくとも1種の硬化処理を施す工程と、を備える。
(もっと読む)
ナノインプリント用モールド
【課題】転写用の凹凸面の面積が大きい場合であっても、つなぎ目を設けることなく容易に製造されることが可能なナノインプリント用モールドを提供すること。
【解決手段】液晶性ポリシランを含有し、該液晶性ポリシランが配向してスメクチック相を形成することによって形成された凹凸面を有する、ナノインプリント用モールド。
(もっと読む)
インプリント型、インプリント装置、インプリント型の製造方法、及び構造体の製造方法
【課題】本発明は、転写不良を抑制することができ、型寿命の長いインプリント型、インプリント装置、インプリント型の製造方法、及び構造体の製造方法を提供する。
【解決手段】金属及び無機材料の少なくともいずれかを含む基部と、前記基部の第1の主面上に設けられ、金属及び無機材料の少なくともいずれかを含むパターン部と、前記基部の前記第1の主面とは反対の第2の主面上に設けられ、有機材料を含む緩衝部と、を備え、前記基部と、前記緩衝部と、が撓むことで被転写層が設けられた基板の主面の形状に前記パターン部が倣うこと、を特徴とするインプリント型が提供される。
(もっと読む)
長尺体連続形成装置
【課題】樹脂製長尺体を形成する場合の歩留りを向上させ、かつ、長尺体の形成時に、無用に多量の廃棄物が発生しないようにする。
【解決手段】長尺体連続形成装置は、一方向に向かって連続的に移動し、上面5が水平な平坦面とされる移動体6と、移動体6の左右幅方向の中途部6aの上面5に粘液状の樹脂9を連続的に供給する樹脂供給装置10と、移動体6の左右各側部6bの上面5に当接すると共に、移動体6と共に一方向に移動し、樹脂9が移動体6の左右各側部6bの上面5側にまで流動することを阻止する流動阻止装置11とを備える。移動体6の各側部6bの上方に配置され、回転駆動可能となるよう固定側部材4に支持される左右一対の無端体48,48を設ける。各無端体48の往、復移動側48a,48bのうち、各往移動側48aにより流動阻止装置11を構成する。
(もっと読む)
燃料電池の流路部材用スタンパの製造方法、燃料電池用流路部材の製造方法、燃料電池用流路部材及び燃料電池
【課題】精度良く形成された多段構成の樹脂成形品、燃料電池用流路部材及びその製造方法並びにそれらの製造に使用されるスタンパの製造方法を提供する。
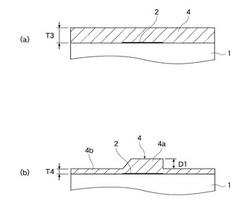
【解決手段】樹脂成形品用スタンパの製造方法は2段以上の段差を有する多段構成の樹脂成形品用スタンパの製造方法であって、基板1に1層目のレジスト2を形成する。1層目のレジスト2にはネガ型のレジストを用いている。リソグラフィー処理により、1層目のレジストパターン2aで基板1上に凸部を形成する。凸部が形成された基板1に、2層目のレジスト5を塗布する。リソグラフィー処理により、レジストパターン2aの上にレジストパターン5aを形成している。めっき処理により、基板に金属を付着してスタンパ8を形成する。
(もっと読む)
プラスチック樹脂成形金型用Ni基合金及びこれを用いたプラスチック樹脂成形金型
【課題】プラスチック樹脂成形金型の要求特性(高硬度・非磁性・高耐食性・優れた清浄度)を満たすことが可能なプラスチック樹脂成形金型用Ni基合金及びこれを用いたプラスチック樹脂成形金型を提供すること。
【解決手段】
質量%で、C≦0.05%、Si≦0.8%、Mn≦0.8%、P≦0.03%、S≦0.01%、30≦Cr≦45%、及び、1.5≦Al≦5.0%を含有し、残部がNi及び不可避的不純物からなる金型用Ni基合金であって、
その組織の90%以上にαCr相及びγ+γ’相からなるラメラ構造が形成されていることを特徴とするプラスチック樹脂成形金型用Ni基合金。
(もっと読む)
被切削性に優れた金型用鋼
【課題】 優れた被切削性と靭性および硬さを有し、かつ優れた放電加工性、研磨仕上性および耐摩耗性をも兼備した、金型用鋼を提供する。
【解決手段】 質量%で、C:0.1〜0.25%、Si:1.0%以下、Mn:2.00%以下、Ni:0.6〜1.5%、Cr:1.0%を超え2.5%以下、MoとWは単独または複合でMo+1/2W:1.0%以下、V:0.03〜0.15%、Cu:0.5〜2.0%、S:0.03%以下を含有し、Alは0.1%以下、Nは0.06%以下、Oは0.005%以下に規制され、残部はFeおよび不可避的不純物からなる組成の鋼において、
鋼中の組織断面に存在するMnS系介在物は円相当径にて最大50μm以下かつ面積率が0.12〜0.7%であり、さらに好ましくは旧オーステナイト平均結晶粒径が200μm以下であり、そして硬さが34〜45HRCの金型用鋼である。
(もっと読む)
樹脂成形用金型部材
【課題】樹脂、特にフッ素樹脂やポリフェニレンサルファイド樹脂を成形するための消耗の少ない耐食性に優れた金型部材を提供する。
【解決手段】Cr:40超〜50%、Ti:0.8超〜4%、Cu:0.5〜4%を含有し、さらに必要に応じて(a)N:0.001〜0.04%、Mn:0.05〜0.5%、Mg:0.001〜0.05%、(b)Fe:0.1超〜1.0%、
(c)Si:0.01〜2.0%未満、(d)Al:0.01〜1.5%未満、
上記(a)〜(d)の内の1種または2種以上を含有し、残部がNiおよび不可避不純物からなり、不可避不純物として含まれるC量を0.05%以下に調整した成分組成を有するNi−Cr−Ti−Cu系合金からなる。
(もっと読む)
ゴムベルト成形用ゴム型
【課題】ベルト製造時の加工性及び伝動ベルトに必要な機能を低下させることなく、ベルト製造時に発生する廃棄物をできるだけ多くリサイクルして、廃棄物の低減を図り、ジャケットやゴム型の使用回数を延ばしてコスト低減を図る。
【解決手段】天然ゴム又は合成ゴムからなる1種又は2種以上の混合物よりなる生ゴム中に粉体ゴムが組成物として混合されたゴム組成物を用いたゴムベルト成形用ゴム型。
(もっと読む)
弾性ローラの成型用金型
【課題】パイプ金型と駒の嵌合部における磨耗や変形の発生を抑制し、耐久性に優れた成型用金型を提供する。
【解決手段】本発明に係る成型用金型5は、円筒状の弾性部と、該弾性部をその軸線方向に貫通した芯金4と、を有する弾性ローラを成形するための、円筒状内面を有するパイプ金型2と、該パイプ金型の両端に嵌合し前記芯金4を支持する2つの駒(1,3)と、を有する成型用金型であって、前記パイプ金型のロックウェル硬度をAとし、前記駒のロックウェル硬度をBとした時、その硬度差の絶対値が以下の式を満たすことを特徴とする。
8≦|A−B|≦18
(もっと読む)
テーパープーリの製造方法、およびテーパープーリ製造装置
【課題】形状の異なるテーパープーリを容易に製造する。
【解決手段】テーパープーリ製造装置10は、表層シート型11と成型台30とを備える。表層シート型11は内周面が下端11Dに向かうに従って小径となるように形成された筒状シート体である。また、表層シート型11の内周面にプライマー処理を、外周面に所定の表面処理を施す。成型台30は、複数の互いに孔径の異なる第1〜第4の孔36A〜36Dを有する第1〜第4の支持プレート33A〜33Dを備える。第1〜第4の支持プレート33A〜33Dは各孔が同心的にかつ下方に向かうに従って径が小さくなるように、軸方向に配列される。表層シート型11を第1〜第4の支持プレート33A〜33Dの各孔内に挿通し、第1〜第4の支持プレート33A〜33Dが表層シート型11を支持する。
(もっと読む)
成形用中空部材
【課題】成形用中空部材の製造工数を抑制しながら、成形用中空部材の耐圧性を向上させる。
【解決手段】成形用中空部材1は、耐圧ホース11と、この耐圧ホース11の外周面を覆うように設けられたシリコーンゴム製外覆体12とを備えている。
(もっと読む)
反射防止膜、反射防止膜の製造方法、反射防止膜用鋳型、反射防止膜用鋳型を用いて得られた反射防止膜及びレプリカ膜を用いて得られた反射防止膜
【課題】可視光領域の波長の光を照射した際に発色を生じることなく、可視光領域の波長の光に対して十分に優れた反射防止性能を有し、しかも簡便な方法で製造することが可能な反射防止膜を提供すること。
【解決手段】透明基材上に積層される反射防止膜であって、
前記反射防止膜が、透明樹脂と該透明樹脂中に分散された微粒子とからなり、前記微粒子の最近接粒子同士の中心間の平均距離が50〜800nmの範囲にあり、前記反射防止膜中の前記微粒子の配列構造がアモルファス構造であり、且つ、前記反射防止膜の表面に凸部の平均高さが40〜500nmの範囲にある凹凸形状が形成されていることを特徴とする反射防止膜。
(もっと読む)
樹脂型
【課題】 反りがなく、転写率と離型性に優れた、表面に凹凸形状を設けた、肉薄の樹脂型を提供する。
【解決手段】 ジシクロペンタジエン化合物由来の構造単位70〜85モル%、テトラシクロドデセン化合物由来の構造単位10〜20モル%、及びノルボルネン化合物由来の構造単位5〜15モル%を有する脂環構造含有開環重合体の水素添加物を成形して成る樹脂型。
この樹脂型は、厚みが0.2〜0.35mmである。
この樹脂型を用いて光学部品を得る。
(もっと読む)
21 - 40 / 77
[ Back to top ]