
Fターム[4F204AG03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 積層体 (1,427)
Fターム[4F204AG03]に分類される特許
1 - 20 / 1,427
成形用機器
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
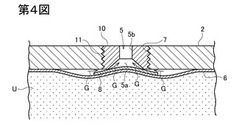
樹脂フィルムと基板とのアライメント方法

【課題】樹脂フィルムに形状変化が生じた場合であっても、樹脂フィルムの凹凸パターンを基板の所望とする位置に合わせることができるアライメント方法を提供すること。
【解決手段】表面に微細な凹凸パターンが形成された樹脂フィルム11と、前記凹凸パターンが転写されるべき光硬化性樹脂層16を有する基板15とを貼り合わせる際に、前記樹脂フィルム11と前記基板15とを位置合わせするアライメント方法であって、前記樹脂フィルム11はその平面形状が多角形であり、前記樹脂フィルム11の頂点部分は保持せずに辺の縁部を保持して平面方向に伸長する工程を含むことを特徴とするアライメント方法。
(もっと読む)
樹脂成形品
【課題】 容易に得ることができ、かつ、種々の用途に使用できる高品質な樹脂成形品を提供する。
【解決手段】 樹脂成形品1は、シリコンウエハなどの半導体ウエハを薬液洗浄するための角槽からなる薬液処理槽である。樹脂成形品1は、2層構造からなり、内側の層2は、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)によって形成されている。また、樹脂成形品1は、外側の層3が導電性PTFEによって形成されている。導電性PTFEは、例えば、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)にカーボンブラックを5%混合することによって得られる。
(もっと読む)
先進グリッド構造体の製造方法、先進グリッド構造体、および先進グリッド構造体を適用した宇宙望遠鏡
【課題】厚さ方向の炭素繊維量が均一で低熱膨張かつ軽量な先進グリッド構造体およびその製造方法を得る。
【解決手段】3方向へ格子状の溝(2、3、4)が形成された成形型へ、第一のテーププリプレグ群、第二のテーププリプレグ群、第三のテーププリプレグ群を、互いに2つのテーププリプレグ群が重なる交差領域(7、8、9)を設けるようにそれぞれ順に繰り返し積層する積層工程と、加圧下で加熱することにより成形する加熱成形工程とを経て製造される先進グリッド構造体において、第一のテーププリプレグ群、第二のテーププリプレグ群、および第三のテーププリプレグ群のそれぞれは、積層工程において、交差領域(7、8、9)では、テープ幅のまま1層として積層され、非交差領域(2a、3a、4a)では、幅方向へ折り曲げられることで、2層化されて積層される。
(もっと読む)
大流量エッジ・ブリーザー及びその方法
【課題】複合部品の製造時にはエッジ・ブリーザーが配置されるが、熱及び圧力によって圧縮されて吸気が妨げられることがある。そのため、複合部品を効率よく製造するためには、復元力を有する大流量エッジ・ブリーザーが必要となる。
【解決手段】部品を処理する真空バッグ用のブリーザーは、部品の周囲に配置された復元力のある材料によるスリーブを含む。その結果、大流量通気特性を保持し、熱及び圧縮圧が除かれると、実質的に圧縮されていない元の形状に戻る。
(もっと読む)
複合充填材を製造する方法及び装置
【課題】信頼性があり、繰り返しが可能で、製造プロセスを自動化することによって人件費を削減する、その長さに沿って可変の断面を有する複合充填材を製造する方法及び装置、また、剛性、強靱性、及び/又は耐亀裂性が向上した充填材が得られる上述した方法及び装置を提供すること。
【解決手段】複合充填材を製造する装置は、少なくとも一つのダイスと、強化プライストリップのスタックをダイスを通して移動させるデバイスを含む。ダイスは、プライストリップのスタックを所望の断面形状へ成形するのに適したダイス周囲面を有する。ダイス面の断面はダイス周囲において変化しうる。
(もっと読む)
自動車部材を製造する方法及び当該方法により製造された自動車部材
【課題】簡単に実施することができる繊維強化材料の製造方法を提供する。
【解決手段】繊維強化材料を、自動車のハイブリッド部材1を製造するために自動車部材中に挿入し、その際、自動車部材の予熱が、補強パッチ8の硬化に使用されるか、または自動車部材と補強パッチ8が熱せられるので、繊維強化材料が硬化し、形状形成の前及び/又は最中及び/又は後に、少なくとも部分的に金属の層10を繊維層上にもたらし、その際、金属の層10が、補強パッチ8の、自動車部材と反対に位置する側に設ける。
(もっと読む)
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
プランジャー一体型弁成形用金型及びプランジャー一体型弁の製造方法
【課題】プランジャー一体型弁を備えるバルブ装置の信頼性を向上させるとともに、プランジャー一体型弁の製造コストを低減することを目的とする。
【解決手段】第2キャビティ6とプランジャー収容部7との間には、周方向に連続する環状の面であり、本体部111aの先端面111eと全周に渡って当接する段差面2jが形成されている。本体部111aをプランジャー収容部7に収納させるとともに、取付部111bを第2キャビティ6に収納させ、本体部111aの先端面111eを全周に渡って段差面2jに押圧させた状態で、保持金型2と基金型1とを一体にし、第1キャビティ5及び第2キャビティ6に弁体の原料90を充填させて、本体部111aの外周面側への原料90の漏出を抑制しつつ、取付部111bに弁体112を一体成形することができる。
(もっと読む)
車両用アンダーカバー及びその製造方法
【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
樹脂封止装置
【課題】比較的大容量で樹脂特性が同一若しくは異なる多様なワークに応じた最適な条件でトランスファ成形を行うことが可能な汎用性の高い樹脂封止装置を提供する。
【解決手段】マルチプランジャユニット16は、ワークに応じて少なくとも下型用ポット14内の樹脂を第1のタイミングで送り出す下型プランジャ14aとそれより遅い第2のタイミングで上型用ポット15内の樹脂を送り出す上型のプランジャ15aを駆動するプランジャ駆動部17を備えている。
(もっと読む)
金属張積層板、プリント配線基板、半導体パッケージ、半導体装置および金属張積層板の製造方法
【課題】実装時の反りが低減された金属張積層板を提供する。
【解決手段】熱硬化性樹脂と充填材と繊維基材とを含む絶縁層101の両面に金属箔103を有する金属張積層板積層板100であり、該金属張積層板100は、エッチングにより両面の金属箔103を除去後、(1)105℃で4時間の予備加熱処理と、(2)表面温度が260〜265℃で5秒のリフロー処理とからなる加熱処理をおこなったとき、下記式B−Aから算出される寸法変化率が金属張積層板100の縦方向105および横方向107ともに、−0.080%以上0%以下である。A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100、B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100、寸法変化率(%)=B−Aなお、各段階における積層板の寸法はIPC−TM−650の2.4.39に準拠して室温で測定する。
(もっと読む)
一体補強された再使用可能な真空バッグ及びその製造方法
【課題】複合部品の積層の圧縮に用いられる真空バッグで、繰り返し使用が可能で、且つ、軽量で取り扱いが容易なタイプを提供する。
【解決手段】部品を処理するための再使用可能な真空バッグは、柔軟性のあるダイアフラム内に概ね剛体のフレームを封入することによって作成される。バッグは室温硬化性RTVシリコンなどのエラストマー材料等を用い、フレームがダイヤフラムの周囲に延在し、ダイヤフラムを密封する為のシールを含んでいる。
(もっと読む)
航空機用ガスタービンエンジンのブレードの製造方法
【課題】厚みがあって中心線回りの捩れの大きい翼形状であっても成形が容易に行うことができる航空機用ガスタービンエンジンのブレード及び大量生産に適した製造方法を提供する。
【解決手段】強化繊維を含み、かつ複数の熱可塑性樹脂をマトリックスとする複数の複合材プリプレグを、平面上に厚さ方向に積層して積層体を形成する積層工程と、前記積層体を加熱及び加圧して平板形状に成形する第一成形工程と、平板形状に成形された前記積層体を再度加熱および加圧して3次元曲面形状の翼片に成形する第二成形工程と、複数の前記翼片を重ね合わせたうえで、加熱及び加圧して一体化し、3次元翼面形状を得る第三成形工程と、を備える。
(もっと読む)
電気絶縁用注型品およびその製造方法
【課題】陽極酸化処理の後に長期間保管した後で注型作業を行っても、その接着力が低下せずに、長期間優れた高温クリープ特性を有する接着界面を有する電気絶縁用注型品の提供およびそのような接着界面を有する電気絶縁用注型品の製造方法を提供する。
【解決手段】酸化被膜16は、複数の柱状セル8から構成され、この柱状セル8のほぼ中心付近にはその軸方向に伸び前記柱状セル表面で開口する孔3を有するとともに、この孔3の軸方向の内周面にはこの内周面に対してほぼ垂直方向に伸びる枝孔7をさらに有しており、その厚みは0.5μmより厚く2.0μm未満あり、接着剤は、前記柱状セルの各孔に充填されるとともにその厚みが1μm以上40μm以下である。
(もっと読む)
成形体およびその成形方法
【課題】軽量であり、かつ、成形性が良好な、成形体およびその成形方法を提供する。
【解決手段】繊維集合体からなる芯材20を、表側面材21と裏側面材22とで挟んで積層体25を形成して、積層体25の、成形後に折れ曲がる角部となる部分に、他の部分に比べて液状の発泡性熱硬化性樹脂40を多く含浸させる。そして、発泡性熱硬化性樹脂40が含浸した積層体25を加圧成形することで、液状の発泡性熱硬化性樹脂40を加熱発泡させて、発泡性熱硬化性樹脂40を積層体25の内部に充填させる。さらに、積層体25を加熱することで発泡性熱硬化性樹脂40を硬化させる。
(もっと読む)
金属ベース片面銅張板の製造方法
【課題】
金属ベース片面銅張板の多段プレスにおける作業性・生産性を大幅に改善すると共に、成形後の製品反りを抑制する製造方法を提供する。
【解決手段】
銅箔の片面に樹脂層を備えた樹脂付銅箔と金属板とを重ね合わせ熱盤間で加熱加圧成形する金属ベース片面銅張板の製造方法において、前記樹脂付銅箔の樹脂層を有する面を金属板に対向させてなる積層物を、前記樹脂付銅箔と前記金属板とが交互となるように複数組配置して加熱加圧成形する。
(もっと読む)
繊維強化プラスチック構造体およびその製造方法
【課題】この発明は、成形型の表面に形成されたゲルコート層の表面に樹脂拡散用の溝を形成して、コア材の表面に形成される樹脂拡散用の溝を不要とし、生産性に優れた繊維強化プラスチック構造体およびその製造方法を得る。
【解決手段】この繊維強化プラスチック構造体の製造方法は、第1樹脂拡散用の溝7aが表面の全面に形成された第1ゲルコート層11aを成形下型10の表面に形成する工程と、第1ゲルコート層11aの表面上に第1強化繊維基材13aおよびコア材2を積層する工程と、第1強化繊維基材13aおよびコア材2を封入するようにバギングフィルム18を成形下型10に取り付け、バギングフィルム18の内部の空気を吸引して減圧する工程と、減圧されたバギングフィルム18の内部に液状の樹脂を注入し、該樹脂を第1強化繊維基材13aおよび第1樹脂拡散用の溝7a内に含浸させ、硬化させる工程と、を備えている。
(もっと読む)
複合成形体およびその製造方法
【課題】高剛性で軽量な複合成形体を容易にしかも薄肉形態にて製造可能な方法、およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として金型内に配置し、該金型内に繊維強化樹脂Aに接するように発泡樹脂Bを供給し該発泡樹脂Bを繊維強化樹脂Aに接合して複合成形体を製造する方法であって、発泡樹脂Bを金型内で発泡させる際の金型のキャビティの容積に対し、該発泡樹脂Bを含む複合成形体を成形する際の金型のキャビティの容積を縮小して該複合成形体を圧縮成形することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
積層体、積層体の製造方法、平板、及び、被覆金属線
【課題】樹脂層と金属層との接着強度が極めて高い積層体、その製造方法、並びに、上記積層体を用いた平板及び被覆金属線を提供する。
【解決手段】変性ポリテトラフルオロエチレンからなる樹脂層、及び、金属層を有し、上記変性ポリテトラフルオロエチレンは、低級アルコールの存在下にテトラフルオロエチレンを重合することにより得られることを特徴とする積層体。
(もっと読む)
1 - 20 / 1,427
[ Back to top ]