
Fターム[4F206AG28]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | リブ又は突起を有するもの(←凹部、孔) (558)
Fターム[4F206AG28]に分類される特許
1 - 20 / 558
型内塗装用型
ラックアンドピニオン式ステアリング装置
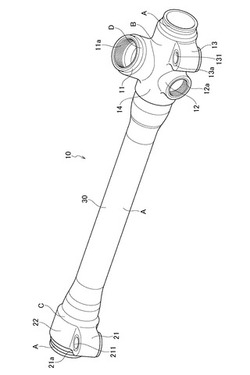
【課題】必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供する。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
(もっと読む)
発泡樹脂成形体の製造方法

【課題】表面のスキン層25が部分的に打ち抜かれて内部の発泡層26が露出した発泡樹脂成形体26を得る方法を提供する。
【解決手段】発泡性樹脂を固定型4と可動型5との間のキャビティ3に充填することにより、発泡層26がスキン層25で覆われてなる発泡樹脂成形体27を成形した後、可動型5に設けられたピン部材8をキャビティ3内に突き入れることにより、スキン層25を打ち抜いて発泡層26を露出させる。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
被覆体を有する樹脂成形品
【課題】被覆体の突出部をガーニッシュ本体の裏側へと巻き込んで固定する作業がより容易な被覆体を有するピラーガーニッシュを提供する。
【解決手段】被覆体13のガーニッシュ本体12の表側の縁部から突出する突出部31の裏側に係止部14を樹脂により設ける。ガーニッシュ本体12の裏側に係止受部15を設ける。係止部14をガーニッシュ本体12の裏側へと折り返して係止受部15に係止する。被覆体13の突出部31をガーニッシュ本体12の裏側へと巻き込んで固定する作業をより容易にできる。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、プレボードP1を成形型50によってプレス成形することでトリムボード20を成形する基材成形工程と、成形型50によってトリムボード20がプレスされた状態で、上型における下型との対向面61Aに形成されたランナー67内に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、上型における下型との対向面61Aには、ランナー67に隣接する形で溝部76,77が形成され、基材成形工程では、成形型50によってプレボードP1がプレスされた際に、プレボードP1を構成する熱可塑性樹脂を含む材料の一部が溝部76,77に入り込むことを特徴とする。
(もっと読む)
複合部品の製造方法及び複合部品
【課題】様々な基材を用いても簡易な方法で基材と樹脂部材とを機械的結合できる複合部品の製造方法及び複合部品を提供する。
【解決手段】金属パイプ2を配置した金型10内に、金属パイプ2の表面の少なくとも一部を覆うように溶融樹脂を射出して冷却することで、金属パイプ2と樹脂部材3が一体化された複合部品1を得る複合部品1の製造方法であって、金属パイプ2の表裏面を貫通する貫通孔2aを設け、当該貫通孔2aを塞ぐように金属パイプ2の表面側Fにシート材4を配置した状態で表面側Fに溶融樹脂を射出することで、射出した溶融樹脂によってシート材4を貫通孔2a内に押し込んで金属パイプ2の裏面側Rに膨出させ、貫通孔2aの裏面側Rの開口径よりも大径の係合突起5となる膨出部を形成することにより、係合突起5によって金属パイプ2と樹脂部材3とが結合された複合部品1を得る。
(もっと読む)
樹脂成形品およびその製造方法
【課題】樹脂成形品のステッチ模様をより本物らしくする。
【解決手段】樹脂成形品は、意匠面31側に突出する複数の糸目部34,36が表側に並べて形成された第1部材32と、糸目部34,36の突出端部を露出させた状態で第1部材32の表側を覆うように形成された第2部材44とを備えている。意匠面31をなす第2部材44の表面と該第2部材44から露出する糸目部34,36の突出端部とは互いに異なる色とされ、複数の糸目部34,36によって樹脂成形品の意匠面31にステッチ模様の縫い目が構成される。
(もっと読む)
樹脂成形品の製造方法
【課題】優れた耐薬品性を有し、且つ歩留まりを向上させることができる樹脂成形品の製造方法の提供。
【解決手段】帯状の第1面11、第2面12及び突出部20、21を有し、熱可塑性樹脂組成物からなる樹脂成形品100の射出成形法による製造方法であって、金型キャビティ内に溶融した該熱可塑性樹脂組成物を充填する工程と、該熱可塑性樹脂組成物を該金型キャビティ内で冷却時間t1、冷却温度T1で冷却し、粗樹脂成形体を得る工程と、該粗樹脂成形体を液体冷媒中で冷却時間t2、冷却温度T2にて冷却し、樹脂成形体を得る工程と、該樹脂成形体を乾燥し該樹脂成形品を得る工程とを含み、該熱可塑性樹脂組成物がポリカーボネート樹脂及び、ポリエステル樹脂又はスチレン系樹脂を含む複合樹脂組成物からなり、t1、T1、t2及びT2が、下記(1)及び(2)の条件を満たす樹脂成形品の製造方法。(1)T1−T2=20〜70[℃](2)t1<t2
(もっと読む)
LEDパッケージ用基板、LEDパッケージ、LEDパッケージ用基板の製造方法、および、LEDパッケージの製造方法
【課題】低コストで製造可能なLEDパッケージ用基板を提供する。
【解決手段】LEDパッケージを製造するために用いられるLEDパッケージ用基板であって、LEDチップの第1の電極に電気的接続するためのダイパッドおよびLEDチップの第2の電極に電気的接続するためのリードを備えたリードフレームと、トランスファ成形によりダイパッドとリードとの間の抜き孔に充填され、かつ、リードフレームの表面上の端部にダム部を成形する樹脂とを有する。
(もっと読む)
改良型プラスチック・プリフォーム
【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
光半導体素子搭載用基板及びその製造方法、並びに光半導体装置
【課題】成形の工程の簡略化を可能にする熱硬化性樹脂組成物を用いた光半導体素子搭載用基板及びその製造方法、並びに、光半導体装置を提供すること。
【解決手段】底面及び内周側面から構成される凹部を有するとともに該内周側面を形成する樹脂成形品を有し、該底面が光半導体素子搭載領域である光半導体素子搭載用基板であって、前記樹脂成形品は、エポキシ樹脂及び硬化剤を含有する熱硬化性樹脂組成物から形成することができ、当該熱硬化性樹脂組成物を金型温度180℃、硬化時間90秒の条件でトランスファー成形して得られる硬化物の硬化度が、150℃、3時間の加熱によって更にアフターキュアされた後の当該硬化物と実質的に同等である、光半導体素子搭載用基板。
(もっと読む)
転がり軸受用保持器およびその製造方法
【課題】 保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供する。
【解決手段】 この転がり軸受用保持器は、樹脂材料を芯金1と共に金型でインサート成形して成る。転がり軸受用保持器は、樹脂材料からなる樹脂部2内に芯金1を埋め込み、前記樹脂部2に、芯金1の前記金型のキャビティ内で支持させる支持箇所6を露出させた支持箇所露出部16を複数箇所に設けた。
(もっと読む)
弾性栓体、医療用キャップおよびその製造方法
【課題】針刺し時の液漏れがなく、また針抜けに対する保持力や復元力に優れるなど、密封性の保持に優れた弾性栓体、それを備えた医療用キャップおよびその製造方法を提供する。
【解決手段】弾性栓体11と、弾性栓体11の周縁部を針刺面14側から内壁で保持する上側枠部12aおよび接液面15側から内壁で保持する下側枠部12bを備えた外枠体12とを有する医療用キャップ10であって、下側枠部12bには、弾性栓体11を加締めるための加締め部18が少なくとも1つ設けられ、弾性栓体11には、その接液面15の第2周縁部19における任意の位置に、前記加締め部18を外枠体12と一体的に成形するためのキャビティ部13が少なくとも1つ設けられており、弾性栓体11は、上側枠部12aとの接触面で溶着されておらず、かつ、下側枠部12bとの接触面で溶着されており、さらに、キャビティ部13においても加締め部18との接触面で溶着している。
(もっと読む)
粉体用スクリュー及びその製造方法,成形用金型
【課題】粉体の搬送や撹拌を効率良く行うことができる樹脂製の羽根を有する粉体用スクリューとその製造方法及び成形用金型を提供する。
【解決手段】粉体用スクリュー10は、軸12の周囲に羽根14が螺旋状に設けられており、羽根14の搬送面16は、軸方向に沿った断面において先端14A側が搬送方向前方に傾くように形成される。前記羽根14を樹脂成形するにあたり、前記軸12の周囲に配置される複数の分割型30,50,70,80,100,110を用意し、これら分割型を前記軸12側へ移動させたときに、各分割型の成形部の集合により前記軸12及び羽根14に相当する形状のキャビティ部分を形成し、該キャビティ部分に溶融樹脂を充填する。前記軸12の軸方向に対して非直交方向に進退する分割型80,110の成形部86A,116Aが、前記羽根14の搬送面16に対応するキャビティの一部を形成する。
(もっと読む)
樹脂射出成形品
【課題】外力が作用した際に、射出成形によりゲートに残留した樹脂固化物を樹脂射出成形品から切除した切除跡に引張応力が作用しないようにする。
【解決手段】第1板部11と、第1板部11の端縁から裏面側に第1板部11の板面と交差する方向へ一体に突出する第2板部13とからなる加飾パネル9において、第2板部13の突出端部に形成され射出成形によりゲートに残留した樹脂固化物を加飾パネル9から切除した切除跡23の片側に、スリット25を第2板部13の突出端部側に開口するように形成する。第1板部11に表面側から外力が作用した際、樹脂固化物の切除跡23に引張応力が作用しないようにスリット25の開口幅Wを第2板部13の突出端部端縁に沿う方向に拡げる。
(もっと読む)
プラスチックボトル用プリフォーム及びプラスチックボトル
【課題】本発明の目的は、軽量化を図りながら、必要な座屈強度を有するプラスチックボトル及びそれを成形可能なプラスチックボトル用プリフォームを提供することである。
【解決手段】本発明に係るプラスチックボトル用のプリフォーム100は、ネックサポートリング14が下端に設けられた口部10と、ネックサポートリング14の下に連接する筒状の胴部20と、胴部20の下に連接する底部30とを備えるプラスチックボトル用のプリフォームにおいて、胴部20及び底部30を外周面S2側から薄肉化して、胴部20及び底部30の外周面S2に、胴部20の上端20aから底部30に至る縦リブ50を複数本設けてなる。
(もっと読む)
筺体の製造方法
【課題】ボスやリブ等の補助部材を備え、肉薄で軽量な筺体を比較的容易に製造できる筺体の製造方法を提供する。
【解決手段】シート11の表面に接着剤12を塗布する。その後、例えば真空圧空成形機等によりシート11を基材14の表面に密着させて、接着剤12を基材14の表面に転写する。次いで、射出成形機により基材14の接着剤12が付着した部分に熱可塑性樹脂を射出して、補助部材を形成する。
(もっと読む)
樹脂成形品の成形方法
【課題】基板部の裏面にリブが形成される樹脂成形品の前記基板部における表面側のリブ根元近傍に発生するひけを、コストを上昇させることなく抑制できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型11との間に形成されたキャビティ14内に樹脂材料を充填して、天板3の裏面3Bにリブ4が形成される樹脂成形品2を成形する樹脂成形品の成形方法であって、キャビティ14内に、発泡剤を添加した樹脂材料を溶融状態で充填し、その後、可動型12の位置を保持し且つキャビティ14内を略大気圧に保持した状態で、溶融樹脂1を冷却して樹脂成形品2を成形するものである。
(もっと読む)
発泡パネル及びその成形方法
【課題】発泡パネルの剛性及び断熱性を高めるとともに、軽量化を実現する。
【解決手段】平面部13の表裏両面をソリッド部19で連続して構成し、ソリッド部19の反開放側の面に、突条17を突設し、ソリッド部19の内部に空間部23を設ける。空間部23に、ソリッド部19の表裏両面を橋絡する発泡層からなる橋絡部21を突条17に対応して設ける。
(もっと読む)
1 - 20 / 558
[ Back to top ]