
国際特許分類[B24B49/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315)
国際特許分類[B24B49/00]の下位に属する分類
連続的または間欠的に測定される工作物の実寸法および必要寸法に応じて制御するもの (321)
液体または気体装置を有するもの (25)
電気的装置を有するもの (339)
光学的装置を有するもの (362)
研削中の温度を考慮したもの (52)
研削中の負荷を考慮したもの (149)
ドレッシング工具の存在を考慮したもの (39)
国際特許分類[B24B49/00]に分類される特許
11 - 20 / 28
ウェーハの研磨方法

【課題】高平坦性・高平滑性のウェーハを高い生産性で、歩留り良く製造することのできるウェーハの研磨方法を提供する。
【解決手段】少なくとも、回転駆動する平坦な研磨上面を有する下定盤と、前記下定盤に対向して配置され回転駆動する平坦な研磨下面を有する上定盤と、ウェーハを保持するウェーハ保持孔を有するキャリアとによって、前記ウェーハを挟持して押圧摺動することで両面を同時に研磨するウェーハの研磨方法において、前記上定盤または前記下定盤の回転中心と周縁との間に設けた複数の窓から前記ウェーハの厚さを測定しながら研磨を行い、前記ウェーハの研磨途中で研磨速度の異なる研磨スラリーに切り替えることを特徴とするウェーハの研磨方法。
(もっと読む)
研削装置及び研削制御方法

【課題】不等幅の鋳片表面の研削処理を自動で行うと、研削残しが生じるという課題があった。
【解決手段】不等幅の鋳片表面を研削する研削装置10であって、研削砥石32と、研削砥石32を移動させる研削砥石32移動部と、不等幅の鋳片表面の輪郭を測定する測定部と、鋳片表面に対して研削砥石32を用いて一定の研削角度で直線研削するための第1の研削軌跡、及び、一定の研削角度と異なる角度で研削砥石32を用いて研削するための第2の研削軌跡を算出し、第1の研削軌跡に従い、鋳片表面を研削装置10の研削砥石32を用いて直線研削し、直線方向に直交する方向に一定間隔で研削砥石32を移動して直線研削を繰り返し、第2の研削軌跡に従い、直線研削の研削残し部である鋳片表面の端部を研削砥石32を用いて研削するように制御する制御部と、を有する研削装置10が提供される。
(もっと読む)
研磨制御システム、研磨制御プログラム及び半導体装置の製造方法
【課題】複数品種の研磨対象の研磨を簡便かつ高精度で行う。
【解決手段】研磨処理部2で複数品種の研磨対象について研磨を行い、膜厚測定部3でその研磨前後の膜厚を測定する。プロセス制御部4では、研磨レート比算出部7が、膜厚と研磨時間を用いて研磨レート算出部5で算出される実測研磨レートと、その研磨対象の品種名、研磨時間、メンテナンス後の研磨回数及びメンテナンス回数を用いた重回帰分析を行い、各品種の研磨レート比を算出する。以後は、その研磨レート比を用いて、研磨時間算出部6で算出される研磨時間が次の研磨対象の品種に応じて調整され、研磨処理部2は、その調整後の研磨時間で次の研磨を実施する。複雑なモデル式やパラメータを用いず、複数品種の研磨対象について実測したデータを用いて、複数品種の高精度な研磨プロセス制御に対応することができる。
(もっと読む)
端面研削方法および両面研削装置
【課題】より高い精度で安定的にワークを加工する。
【解決手段】両面研削装置は、上部砥石16及び下部砥石26と、下部砥石26に対して上部砥石16を送り駆動するモータ駆動の送り機構と、この送り機構を制御するコントローラ50とを有する。各砥石16,26は回転中心がオフセットされており、これによって各砥石面16a,26aにそれぞれ非対向部分が設けられている。そして、これら非対向部分において各砥石面16a,26aに対向するように、当該砥石面16a,26aとの距離を検出する距離センサ40,41が設けられ、ワークWの加工中は、設定切込み送り量が得られるように、両センサ40,41の検出結果に基づき送り機構の動作がコントローラ50によりフィードバック制御される。
(もっと読む)
ウエーハの研削方法及び研削装置
【課題】 スクラッチの入らないウエーハの研削方法及び研削装置を提供することである。
【解決手段】 ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削ホイールを有する研削手段とを備えた研削装置を用いるウエーハの研削方法であって、スクラッチ検出手段によってウエーハの研削面のスクラッチの有無を検出し、スクラッチが検出されない場合は次の工程にウエーハを搬送し、スクラッチが検出された場合は研削を続行するか、又はスクラッチ除去研削を遂行する。
(もっと読む)
刃物の芯高測定装置
【課題】工作機械の刃物の芯高を簡易かつ正確に測定する。
【解決手段】刃物台が主軸のZ軸と直交するX軸に平行に移動する場合における刃物の刃先が移動する軌跡と、Z軸との間の距離を芯高として求める。枢軸と、第一の回動体と、第二の回動体13と、第三の回動体14と、第一のロック手段と、第二のロック手段36aと、第三のロック手段42と、第一の変位センサと、第一と第三のロック手段が固定され第二のロック手段が解放された時に、Z軸を中心にしたゲージ面の片側に刃物が当てられることにより生じるゲージ面の変位を芯高として検出する第一の回動体に取り付けられた第二の変位センサ16とを具備する。
(もっと読む)
研磨装置及び研磨方法、基板及び電子機器の製造方法
【課題】高い研磨精度を有してワークの両面を同時に研磨する研磨装置及び研磨方法を提供する。
【解決手段】ワークWの両面Wa及びWbを同時に研磨する研磨装置100において、それぞれがワークWに接触する研磨面142a,162aを有して互いに反対方向に回転する一対の定盤140,160と、一対の定盤140,160の回転数を各々検出する一対の検出部148,168と、一対の定盤140,160の間でワークWを加圧する加圧部170と、定盤140,160にスラリーを供給するスラリー供給部175と、研磨面142a,162aとワークWとの間の摩擦力が閾値を超えたと判断した場合に、加圧部170が加える荷重、定盤140,160の回転数、スラリー供給部175が供給するスラリーの少なくとも一つを減少する制御部180と、を有することを特徴とする研磨装置100を提供する。
(もっと読む)
円筒体研削の欠陥及び実施方式の分類方法
積層円筒体の研削の欠陥及び実施方式の分類方法(100)であって、次のステップ、即ち、a)円筒体の複数の表面測定を示すマップ中の欠陥領域を識別するステップと、b)識別された各欠陥領域について複数の典型的なパラメータを計算するステップと、c)計算された典型的なパラメータに基づいて、識別された欠陥領域と関連した欠陥のタイプを識別するステップと、d)識別された欠陥の各タイプについて特有の欠陥の合格性しきい値を求めるステップ(120)と、e)欠陥領域の欠陥タイプと関連した合格性しきい値と、円筒体の複数の表面測定値のうちで欠陥領域と関連した測定値との比較に基づいて各欠陥領域について是正措置を定めるステップ(130)と、f)ステップc)で定められた是正措置が欠陥を除去するための研削作業である場合、表面測定値に基づいて研削パラメータを求めるステップ(140)とを有する、方法(100)。 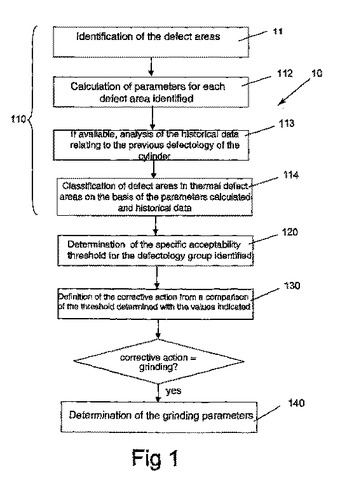 (もっと読む)
(もっと読む)
膜の基板斜面及び縁部の研磨プロファイルを制御する方法及び装置
【課題】基板の縁部に堆積した不要な膜を部分的または完全に除去することが可能な基板縁部の研磨装置及び研磨方法を提供する。
【解決手段】基板縁部104上の膜116を研磨する装置において、基板の縁部上に形成された膜のプロファイルに対応して研磨材料を押し付けることができるよう、バッキングプレート316に、平坦領域402と曲線状領域404からなると共に、これら両領域をカットオフジョイント406で結合したプロファイルを持たせる。
(もっと読む)
円筒研削盤及びそれを用いた面取り加工方法
【課題】チャンファを高精度に形成可能な円筒研削盤及びそれを用いた面取り加工方法を提供する。
【解決手段】第1に、ワークWの外表面上に形成されるべきチャンファの両端E及びT1を通る仮想円31Cの、xy座標系における中心座標G1を求める。第2に、この中心座標G1及びワークWの中心間を結ぶ基準直線RLとx軸とがなす回転角β1を求める。第3に、ワークWと仮想円31Cとが重なり合う部分における基準直線RLに沿った長さである切込量δ1を求める。前記チャンファは、前記の回転角β1及び切込量δ1に基づいて形成される。これ以降、前記と同様の手法により、その両端が図中符号T1及びT2であるチャンファ、更にはその両端が図中符号T2及びB3であるチャンファが形成される。
(もっと読む)
11 - 20 / 28
[ Back to top ]