
Fターム[3C034CA07]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | 砥石径 (60) | 接触 (22)
Fターム[3C034CA07]に分類される特許
1 - 20 / 22
ワークの溝加工方法
携帯用切断機
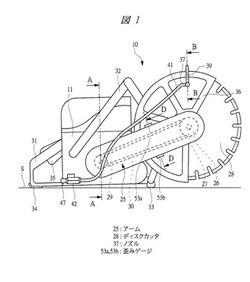
【課題】ディスクカッタに噴射される水の使用量を抑制する。
【解決手段】この携帯用切断機10は、エンジン等の駆動源によりディスクカッタ28を駆動して被削材の切断作業を行うために使用される。ディスクカッタ28にはノズル37から水が噴射され、ディスクカッタ28が冷却されるとともに粉塵の発生が抑制される。ディスクカッタ28が被削材に接触すると、歪みゲージ53a,53bからの信号により接触状態が判定されてノズル37から水が噴射され、接触しなくなるとノズル37に対する水の供給が停止される。
(もっと読む)
加工装置

【課題】加工装置による加工精度を向上する。
【解決手段】被加工物としてのワークを凍結固定して加工を行う加工装置10において、所定の方向に移動可能なベッド1a,1bと、ベッド1bに固定され、ワークを載置するベース2と、ベース2を冷却する温度制御手段20と、ベッド1a,1bに対する位置を変動可能に制御され、ワーク2を加工する工具5と、を備え、温度制御手段20は、ベース2を冷却することにより、ワークを該ワークの材質、および/または該ワークの加工条件に応じた所定の温度に制御する。
(もっと読む)
インゴットブロックのクランプ装置およびそれを用いて研削砥石軸に軸承された砥石の研削開始点位置を補正する方法
【課題】 磨耗した研削砥石でワークを研削加工しても所望寸法の加工ワークが得られるように、砥石の研削開始点位置を補正する方法の提供。
【解決手段】 ワークを主軸台7aとタッチセンサー7tを備える心押台7bとよりなるクランプ装置7で挟持し、このクランプ装置に挟持されたインゴットブロックを砥石10gにより円筒研削加工または面取り加工するにおいて、砥石の磨耗量に応じて研削砥石軸の前進移動を行って砥石を研削開始点位置まで移動させる砥石の研削開始点位置補正方法。
(もっと読む)
ブレーキディスクロータの研削装置および研削方法
【課題】低コストで面触れを十分に低減できる小型かつ省電力のブレーキディスクロータの研削装置および研削方法を提供する。
【解決手段】研削装置10は、上砥石16、下砥石18、テーブル駆動モータ48、支持部材54、支持部材54に回転駆動力を与えるワーク駆動モータ56を備える。ブレーキディスクロータ58は、支持部材54に支持される。テーブル駆動モータ48は、ブレーキディスクロータ58の被研削部がその外周面から上砥石16および下砥石18に接触し、その後、上砥石16と下砥石18との間に進入するように支持部材54を移動させる。
(もっと読む)
切削装置
【課題】原点検出機構の信頼性を高め、切削装置の稼働率の向上を図る。
【解決手段】チャックテーブル20と、切削ブレード50が一端部に装着されたスピンドル49を支持するスピンドルハウジング48を含む切削手段46と、該切削ブレード50と該チャックテーブル20とを接触させて電気的導通により原点位置を検出する原点検出機構80とを備えた切削装置であって、該原点検出機構80は、3個以上の電極端子90と、該電極端子90の2個の組み合わせを順次選択して該スピンドルの該端面を介して電気的導通が図れているかを確認すると共に、電気的導通が確認された該電極端子90の2個の組み合わせを選定する電極端子選定回路82と、選定された電極端子90と切削ブレード50とチャックテーブル20とを含み、該切削ブレード50が該チャックテーブル20に接触した瞬間の電気的導通を検出する原点検出回路84と、から構成されることを特徴とする。
(もっと読む)
研削装置
【課題】 力センサなどのセンサを使用することなく、しかも、精度よく砥石とワークとの接触を検知することができる研削装置を提供する。
【解決手段】 接触前からインプロセスゲージを使用して(S1)、インプロセスゲージ値を収集する(S2)。このインプロセスゲージ信号は、LPF処理され(S3)、インプロセスゲージ信号の振幅量が閾値と比較される(S4)。インプロセスゲージ信号の振幅は、最初は大きくて徐々に小さくなっていくので、ある時点で閾値よりも小さくなり、これによって、砥石がワークに接触したと判定される(S5)。
(もっと読む)
基板端面の研磨装置及び研磨判定方法
【課題】研磨ホイールの磨耗溝深さを補正要素に取り込んだ信頼性の高い適応制御による基板の端面研磨装置及び基板の研磨良否の判定方法の提供を目的とする。
【解決手段】基板の端面を研磨加工する研磨ホイールと、当該研磨ホイールの回転駆動手段と、当該研磨ホイールの切り込み送り手段とを備え、研磨ホイールの回転駆動手段は、基板の端面接触による負荷電流検出手段と、研磨ホイールに生じる磨耗溝の溝側面が基板に接触することにより生じる負荷電流の補正手段とを有していることを特徴とする。
(もっと読む)
砥石接触感知方法およびその装置、ならびにホーニング加工方法およびホーニング盤
【課題】ホーニング砥石のワークの内周面に対する接触位置を、高い精度をもって感知することができる砥石接触感知技術を提供する。
【解決手段】ホーニングツール1を備えた回転主軸2を回転駆動する主軸回転駆動源とホーニング砥石10、10、…を切込み動作させる切込み駆動源として、それぞれ主軸回転駆動用サーボモータ16および切込み駆動用サーボモータ37が使用され、両サーボモータ16、37の動作から得られる各種電気的情報(回転数、トルク、電流値、溜まりパルス等)から、ホーニングツール1のホーニング砥石10、10、…の砥石面10a、10a、…ワークWの内周面Waに対する接触位置を感知する。
(もっと読む)
内面研削盤
【課題】 全体の加工時間が長くなることなく、ワークが正常品かどうかを判定することが可能であり、これにより、研磨焼け、砥石負けなどの突発的な砥石異常をなくすことができる内面研削盤を提供する。
【解決手段】 ホイールヘッド11は、砥石軸12をハウジング内に回転自在に支持する磁気軸受14,15,16と、砥石軸12の変位を検出するラジアル変位センサ15およびアキシアル変位センサ16とを有している。異常判定手段24は、ワークに予め設けられている研削用溝位置が片寄っていないかを検出する片寄り判定手段を有しており、片寄り判定手段は、砥石20が急速アプローチ中にワークに接触した場合に発生する軸方向力をアキシアル変位センサ16の出力から求め、この軸方向力を閾値と比較することにより片寄りを判定するものである。
(もっと読む)
研削盤
【課題】砥石車43の外径に応じて砥石車43の外周面形状が変化する研削を行う研削盤において、高精度な研削が可能となる砥石車43のドレッシングを行う研削盤を提供する。
【解決手段】砥石車43の外径を検出する砥石外径検出手段61と、砥石外径検出手段61により検出された砥石車43の外径に応じた砥石車43の外周面形状を取得する面形状取得手段62と、面形状取得手段62により取得された砥石車43の外周面形状に基づいて砥石車43を成形する砥石成形手段63とを備える。
(もっと読む)
眼鏡レンズ加工システム
【課題】装置本体の内部機構を複雑化することなく、各種の加工機構を複合化させる際にシステム全体として効率化を図る。
【解決手段】コバ位置測定手段によるデータ等に基づいてヤゲン加工データを演算し、レンズ回転軸に挟持した眼鏡レンズを粗加工した後に大径のヤゲン加工具にてヤゲン加工する加工装置本体を備え、装置本体とは別に置かれた補助加工装置は、レンズ回転軸と小径のヤゲン加工具とを有し、加工装置本体は大径ヤゲン加工具と小径ヤゲン加工具の何れでヤゲン加工するかを設定する手段と、小径ヤゲン加工具に設定されたときはヤゲン加工データ算出のためのデータを補助加工装置側に転送し、レンズを粗加工して加工を終える加工制御手段とを有し、補助加工装置は、さらに転送されたデータに基づいて小径ヤゲン加工具によるヤゲン加工データを演算し、レンズ回転軸に挟持されたレンズをヤゲン加工するヤゲン加工制御手段を有する。
(もっと読む)
砥石車の修正方法及び修正装置
【課題】砥石車のツルーイング回数のバラツキをなくすと共にワークの形状に関係なく砥石車径を管理できる砥石車の修正方法及び修正装置を提供する。
【解決手段】回転可能に支承される砥石車と、砥石車をツルーイングするためのツルアと、砥石車と接触可能となるように所定位置に配置される検知ピンと、砥石車側に配置されるAEセンサ13と、AEセンサ13の検知信号に基づいて砥石車とツルア又は検知ピンとが接触したと判断する接触判断手段22と、接触判断手段22により砥石車とツルアとが接触したと判断されると所定のツルーイングを行うツルーイング実行手段23と、ツルーイング前後で接触判断手段22により砥石車と検知ピンとが接触したと判断された時の夫々の砥石車の位置から現在の砥石車の径を算出する砥石車径算出手段25とを備える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 滑りやすいレンズの加工に際に、レンズの軸ずれを抑えると共にレンズチャック時の横ずれを抑える。
【解決手段】 眼鏡レンズを2つのレンズ回転軸で挟むチャック手段と、レンズ回転軸を回転させる回転手段と、レンズ回転軸とレンズ周縁加工具の回転軸との軸間距離を変動させる軸間距離変動手段と、加工時に眼鏡レンズに掛かる負荷が予め設定された許容値を下回るように加工する加工制御手段と、レンズ面が滑りやすいか否かにより加工モードを選択する加工モード選択手段であって、滑りにくい眼鏡レンズを加工する際に負荷の許容値が高く設定された第1加工モードと、滑りやすい眼鏡レンズを加工する際に軸ずれを抑えるべく負荷の許容値が低く設定された第2加工モードと、を選択する加工モード選択手段と、第2加工モードの際のチャック圧を第1加工モード時の第1チャック圧よりも弱い第2チャック圧に変えるチャック圧可変手段と、を備える。
(もっと読む)
切削工具の加工方法及び加工装置
【課題】 切削工具を連続加工することができる切削工具の加工方法及び加工装置を提供すること。
【解決手段】 研削手段を用い、回転切削工具の回転軸と平行な回転軸を有する保持手段で保持された被研削体を研削して切刃を有する切削工具を形成する切削工具の加工方法において、記録手段に記録された研削後の被研削体の形状の測定データを基に設計値に対する補正量を算出する補正量算出工程と、前記設計値及び前記補正量を用いて前記被研削体を研削する研削工程と、前記研削された被研削体の形状を前記保持手段で保持した状態で測定する測定工程と、該測定工程による測定データを前記記録手段に記録する記録工程とを備える。
(もっと読む)
研削盤
【課題】 接触検出手段による接触検出によって砥石車の研削面が削られるのを抑制できるツルーイン装置を有する研削盤を提供する。
【解決手段】 砥石車21の研削面21aをツルーイングするツルーイングロール32と、該ツルーイングロールと同軸上に隣接して配設された接触検知用ロール33とからなるツルーイング装置30と、接触検知用ロールと砥石車の研削面との接触を検出する接触検出手段35を備え、該接触検出手段によって接触が検出されるツルーイング装置と砥石車との相対移動位置を求め、該相対移動位置を基点にして砥石車の研削面に対するツルーイングロールの切込み量を制御するようにした。
(もっと読む)
研削方法および装置
【課題】機械の振動の影響を殆ど受けず、加工物を高精度に研削可能とする。
【解決手段】鉛直またはそれに近い軸線を持つ上下一対の砥石1,2に対し、下砥石2の近傍に上下に振動する水平上面を持つ基準面板15を設置する。研削作業前で、前記下砥石2を回転させ、その上面の周縁部に接触子21を接触させ、該接触子21の振動を振動センサー23で検知し、その瞬間の高さを初期下砥石上面高さと記録する。また、接触子21を前記基準面板15の直上に移動させ、該基準面板15の上面の振動を振動センサー23で検知し、その瞬間の高さを初期基準面高さと記録する。そして、前記初期下砥石上面高さと前記初期基準面高さとの差を、初期偏差値として計算・記録する。研削作業後で、下砥石2の回転中の適宜中間時期に、前記研削作業前と同様に行い、初期偏差値と中間期偏差値の差の数値量だけ、前記下砥石2を上昇させる方法。前記を行う装置。
(もっと読む)
外周研削装置及び貼り合わせ基板の研削方法
【課題】貼り合わせ基板の外周部を研削するにあたり、テラス加工幅の公差を改善する外周研削装置および研削方法を提供する。
【解決手段】デバイスが作製されるボンドウェーハと支持基板となるベースウェーハとを貼り合わせた貼り合わせ基板の外周部を研削する装置であって、少なくとも、前記貼り合わせ基板をアライメントするアライメント手段と、該アライメント手段によりアライメントされた前記貼り合わせ基板のボンドウェーハの外周部を研削する研削手段とを具備し、前記アライメント手段がベースウェーハを基準として前記貼り合わせ基板をアライメントするものである外周研削装置。
(もっと読む)
被研削物温度解析測定方法及び装置
【課題】高精度な温度分布データを得る。
【解決手段】被研削物2にその径方向に沿って熱電対の一方を埋設し、その埋設部分を砥石8で研削加工する。PC18は、磁石12と磁気センサ14を有する位相検出機による熱電対10の埋設位置の検出タイミングで、受信機20により受信される熱電対測定の温度と、定寸装置16が計測した加工径データとを収集し、対応付けして保存する。被研削物2への更なる切り込みにより砥石8の研削点と熱電対10の熱接点とが一致し、熱接点が削られることで測定温度の異常値が検出されると、PC18は、研削加工を終了させる。そして、研削点と熱接点とが一致した点を、温度分布座標における距離を表す座標軸の原点とし、その温度分布座標上に収集したデータをプロットし、温度分布曲線(温度分布データ)を得る。
(もっと読む)
精密加工装置および精密加工方法
【課題】研削加工段階に応じて、例えば砥石を回転させる装置を移動量や段階的な定圧力によって切替え制御することにより、精度のよい研削加工をおこなうことのできる精密加工装置および精密加工方法を提供する。
【解決手段】砥石bを回転させる回転装置6bを支持する第二の基台3には、送りねじ41とナット42とから少なくとも構成される送りねじ機構4とアクチュエータ5が装着されており、粗研削段階においては、ナット42の所定量の移動によって回転装置6bおよび第二の基台3の移動調整がおこなわれ、超精密研削段階においては、圧力性能の異なる複数の空気圧アクチュエータ5a,5bを段階的に使用しながら圧力制御により、回転装置6bおよび第二の基台3の移動調整がおこなわれる。被研削体aを回転させる回転装置6aと第一の基台2との間には姿勢制御装置7が介在している。
(もっと読む)
1 - 20 / 22
[ Back to top ]