
Fターム[3C034DD10]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 目的 (2,044) | 非金属材料の研削 (724) | 半導体 (523)
Fターム[3C034DD10]に分類される特許
41 - 60 / 523
ダイシング装置
【課題】ブレードの位置検出を精度良く行いブレードの摩耗状態を正しく把握するとともに、装置の小型化を図る。
【解決手段】ワークに対して相対的にY方向にインデックス送りとZ方向に切り込み送りとがされる回転ブレードと、前記ワークを載置して前記回転ブレードに対し相対的にX方向の切削送りがされるワーク加工テーブルを有し、前記回転ブレードにより前記ワークの切削加工を行うダイシング装置において、前記ワーク加工テーブルに関して前記回転ブレードとは反対側で、前記ワーク加工テーブルが駆動しても干渉しない位置にその検出部が位置するように、前記回転ブレードを保持するスピンドルと同じ支持部材に取り付けられた、前記回転ブレードの先端位置を検出するブレード位置検出器を備えたことを特徴とするダイシング装置を提供する。
(もっと読む)
研削装置

【課題】中心から外周に向けて徐々に厚くなるように保護膜を被覆する保護膜被覆機構を備えるとともに、被加工物を均一な厚みに研削することができる研削装置を提供する。
【解決手段】被加工物10を保持する円錐状の保持面を備えたチャックテーブル532と、研削手段と、研削送り手段と、支持面に液状樹脂を滴下し被加工物を回転させて支持面に保護膜210を被覆する保護膜形成手段とを具備する研削装置であって、保護膜210の厚みを計測する厚み計測手段と、対面態を調整する対面状態調整手段と、保護膜210の厚み情報を記憶するメモリを備え、厚み情報に基づいて対面状態調整手段を制御する制御手段とを具備し、制御手段は、保護膜210の厚み情報に基づいて保護膜210の外周から中心に至る勾配を求め、外周から中心に至る勾配とチャックテーブル532の円錐状の保持面における外周から中心に至る勾配に基づいて対面状態調整手段を制御する。
(もっと読む)
加工装置
【課題】比較的安価な機構により高精度な位置決めが可能な加工装置を提供する。
【解決手段】可動部と、該可動部を移動させるモータとボールねじとを含む移動手段と、該移動手段を制御する制御手段とを備えた加工装置であって、簡易スケールユニットを具備し、該制御手段は、所定のタイミングで該モータを回転させて該可動部を該基準距離の始点から終点まで移動させた際の該モータの回転角を記憶する回転角記憶部72と、記憶した回転角と該基準距離とから単位回転当たりの該可動部の移動距離を算出する単位回転角移動距離算出部74と、該単位回転角移動距離算出部74で算出した該単位回転当たりの移動距離に基づいて、該可動部を所定距離移動させるのに必要な該モータの回転角を算出する回転角算出部76を、該回転角算出部76で算出した該回転角だけ該モータを回転させて該可動部を該所定距離移動させるモータ制御部78と、を含む。
(もっと読む)
研削装置
【課題】ワークのチャックテーブルからズレを検出する。
【解決手段】ワークを保持する保持面が形成された保持手段と、該保持手段に保持された前記ワークを研削加工する加工手段とを有する研削装置であって、該保持面の所定位置に搬入されたワークが、研削加工中に該所定位置からズレた際に、該ズレ量を検出するズレ検出手段を有し、該ズレ検出手段は、ワークのエッジ近傍に検出光を照射する照射部と、ワークで反射した該検出光を受光する受光部と、該受光部での受光に基づいてワークのズレを算出する演算部と、該演算部で算出したズレが予め設定した閾値を下回っていた場合には研削加工を続行し、予め設定した閾値を上回っていた場合には研削加工を停止する制御部と、を有する研削装置とする。
(もっと読む)
研磨装置
【課題】 キャリアから発生した切り粉によって非磁性体のワークが傷つけられてしまうことを防止しつつ、非磁性体のワークの厚さを正確に測定可能とする。
【解決手段】 研磨装置は、上面に研磨布が貼り付けられた磁性体からなる下定盤と、非磁性体のワークを保持し、当該ワークとともに下定盤の研磨布上に載置される非磁性体のキャリアと、キャリアにより保持された前記ワークの上面を研磨する研磨布が下面に貼り付けられ、下定盤の上方に昇降自在に配置された上定盤と、上定盤に内蔵されて、下定盤までの距離を測定する渦電流式変位センサと、渦電流式変位センサの測定結果を基にワークの厚みを算出する算出部とを備えている。キャリアは、ワークの硬度よりも小さい素材によって形成されている。
(もっと読む)
研削装置
【課題】他の部材に埋め込まれた所定の部材の頭出しを行なうように高精度に研削する。
【解決手段】ワークを保持する保持面が形成された保持手段と、該保持手段に保持されたワークを研削加工する加工手段と、該加工手段の動きを制御する制御手段とを有する研削装置であって、前記ワークは、反射率が第一の反射率である第一部材と、該第一の部材を被覆した反射率が第二の反射率である第二部材で構成され、該制御手段は、研削中の前記ワークの被研削面に検出光を照射して被研削面からの反射光を受光する検出部を有し、該検出部で検出された受光量に基づいて該第二の部材に覆われた該第一の部材が露出したと判断した際に、前記ワークの研削を停止する。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して第1の研削送り速度で該チャックテーブルに保持された硬質基板に研削砥石を接近させ、研削砥石が硬質基板に接触した瞬間を研削送り手段のモータの負荷電流値の変化にによって検出する接触検出工程と、該接触検出工程によって該研削砥石と硬質基板との接触を検出した後直ちに該研削送り手段を作動して該研削砥石を硬質基板から離反させる離反工程と、該研削送り手段を作動して該第1の研削送り速度よりも遅い第2の研削送り速度で該研削砥石を研削送りしながら該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
研磨方法及び研磨装置
【課題】十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにする。
【解決手段】研磨パッド14aに向けてガスを噴射して研磨パッド14aの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッド14aの温度を切り替えて研磨する。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して所定の研削送り速度で該チャックテーブルに保持された硬質基板に研削砥石を接触させる際、遊離砥粒を供給して硬質基板を僅かに研削する遊離砥粒研削工程と、該遊離砥粒研削工程を実施した後、遊離砥粒の供給を停止して研削水を供給しながら研削を遂行する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
加工装置
【課題】切削ブレードの傾斜を正確に制御可能とする。
【解決手段】ワークWを保持する保持手段2と、切削ブレード30が装着されたスピンドル31がスピンドルカバー32で覆われ、切削ブレード30をワークWの表面W1に対して傾斜させる傾斜機構33を有する切削加工手段3と、保持手段2と切削加工手段3とを加工進行方向と加工進行方向に交わる割り出し方向とに相対移動させる移動手段8とを有する切削加工装置において、加工進行方向を回転軸としてスピンドルカバー32を回転可能とするとともに、切削ブレード30が保持手段2側に回転する方向に向けてスピンドルカバー32を付勢する付勢部を設け、切削ブレード30がワークWの表面W1に対していずれの方向に傾く場合でも、常に切削ブレード30が保持手段2側に回転する方向に力が働く構成とし、バックラッシュを回避し切削ブレード30の傾斜角度を正確に制御することを可能とする。
(もっと読む)
加工装置
【課題】ワークの種類によらずワークの厚さを確実に測定することができる加工装置を提供する。
【解決手段】保持手段20に保持したワーク1のリング補強部4の上面4aに砥石37の下面37aを押し当てて研削加工する加工装置10において、測定手段50によって砥石37の下面37aの高さを検出し、該下面37aの高さ位置をワーク1の上面4aの高さ位置としてワーク1の厚さを測定する。
(もっと読む)
樹脂塗布装置
【課題】ワーク厚みのバラつきや樹脂の量の増減にかかわらず、樹脂を適切に押し広げること。
【解決手段】本実施の形態に係る樹脂塗布装置1は、ステージ602の上面に供給された液状樹脂Lを押圧部604における押圧面634に保持したワークWで上から押圧し液状樹脂LをワークW下面に広げる樹脂塗布装置1であって、押圧部604には、移動部606によるワークWのステージ602への接近によってワークW下面に液状樹脂Lが押し広げられる際に押圧面634が受ける圧力を検出する圧力センサ633が備えられ、制御部は圧力センサ633が検出した圧力に基づいて移動部606の動作を制御する構成とした。
(もっと読む)
研磨装置及び研磨方法
【課題】研磨パッド表面に向けてガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下するのを抑制したり、適正な研磨レートを保つことができるようにする。
【解決手段】研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させる。例えば、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する。
(もっと読む)
渦電流センサ並びに研磨方法および装置
【課題】渦電流センサの発振周波数、内部回路の増幅度および励磁電圧を上昇させることなく、半導体ウエハ等の基板上の金属薄膜(または導電性薄膜)を検出することができる渦電流センサを提供する。
【解決手段】金属膜(または導電性膜)mfが形成された基板の近傍に配置されるセンサコイル60を備えた渦電流センサであって、センサコイル60は、前記信号源に接続された発振コイル62と、金属膜または導電性膜mfに形成される渦電流を検出する検出コイル63と、検出コイル63に直列に接続されるバランスコイル64とを有し、検出コイル63は、列を基板に対して垂直方向、層を基板に対して平行方向と定義したときに、線材又は導電体を1列複数層に巻いたコイルからなる。
(もっと読む)
ポリッシング装置およびポリッシング方法
【課題】基板の中心部および周縁部を含む全面において、精度の高い膜厚データを取得することができるポリッシング装置を提供する。
【解決手段】ポリッシング装置は、基板Wの表面を研磨パッド22に対して押圧するトップリング24と、光源16a,16bからの光を基板Wの表面に照射し、基板Wからの反射光を受光する第一の光学ヘッド13Aおよび第二の光学ヘッド13Bと、反射光の各波長での強度を測定する分光器14a,14bと、反射光の強度と波長との関係を示すスペクトルを生成する処理部15とを備える。第一の光学ヘッド13Aは、トップリング24に保持された基板Wの中心に対向するように配置され、第二の光学ヘッド13Bは、トップリング24に保持された基板Wの周縁部に対向するように配置されている。
(もっと読む)
研削装置
【課題】保持テーブルの回転によるワークの位置ずれを抑制でき、ワークの位置を精度よく検出できる研削装置を提供すること。
【解決手段】研削装置の検出手段における保持テーブル8aは、上面中央に吸引口8lを有する基台部8gと、基台部8g上に吸引口8lを囲むように配設された環状部材8hと、基台部8g上の環状部材8hの内側に配設された中央部材8iと、を有し、環状部材8hは非通気性と弾性とを有しワークW表面に貼着された保護テープの凹凸を吸収できる厚みであり、中央部材8iは通気性と弾性とを有する構成とした。
(もっと読む)
インゴットの切断方法
【課題】多様化する単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を高精度に特定でき、切断位置のずれを抑制することができるインゴットの切断方法を提供することを目的とする。
【解決手段】円筒研削された円柱状の直胴部と、該直胴部の少なくとも一端に形成された円筒研削されていない鏡面状態のコーン状の端部とを有する単結晶インゴットを切断するインゴットの切断方法であって、前記円筒研削された直胴部表面と前記円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、該検出した境界の位置を基点として切断位置の位置決めを行った後、前記インゴットを切断する工程とを有することを特徴とするインゴットの切断方法。
(もっと読む)
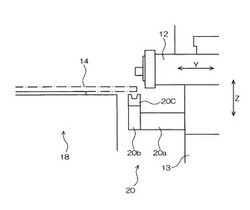
切削ブレード検出機構
【課題】加工時間を増加することなく切削加工中にセットアップを実施できるとともに、切削ブレードの磨耗量を検出できる切削装置の切削ブレード検出機構を提供する。
【解決手段】切削ブレードの半径方向に整列した複数の受光部74を有する受光手段と、第1のタイミングで発光部70からの発光を受光した受光部74の数を第1受光部数として記憶する第1記憶部88と、第1記憶部88で受光部74の数を記憶した後に切削ブレードで所定時間被加工物を切削した後、第2のタイミングで発光部70からの発光を受光した受光部74の数を第2受光部数として記憶する第2記憶部90と、第2記憶部90で記憶した第2記憶部数から第1記憶部88で記憶した第1記憶部数を減じた値に基づいて第1のタイミングから第2のタイミングまでの切削ブレードの磨耗量を算出する算出部92等を有する制御手段84と、を具備した。
(もっと読む)
ウエーハの研磨方法および研磨装置
【課題】研磨屑の付着を抑制することができるウエーハの研磨方法および研磨装置を提供する。
【解決手段】チャックテーブルの保持面上に保持されたウエーハの上面をチャックテーブルの保持面に対して垂直な方向に研磨送りする研磨パッドによって研磨するウエーハの研磨方法であって、ウエーハを保持したチャックテーブルを回転するとともに、研磨パッドを回転しつつ研磨送りして研磨パッドをウエーハの上面全面に接触させ所定の研磨圧力を付与し、研磨液を供給しつつウエーハの上面を研磨する研磨工程と、研磨工程終了後、チャックテーブルと研磨パッドの回転を維持しつつ研磨パッドによる研磨圧力を開放圧力まで低減するとともに研磨パッドがウエーハに接触している状態で研磨パッドとチャックテーブルを保持面と平行に相対的に所定の移動速度で移動してウエーハの上面を摺動する研削屑払拭工程とを含む。
(もっと読む)
サファイア基板の加工方法
【課題】研削加工されたサファイア基板の被加工面を所望の面精度に研磨加工することができるサファイア基板の加工方法を提供する。
【解決手段】研削加工されたサファイア基板の被加工面を上側に保持したチャックテーブルを回転するとともに、研磨工具を回転しつつチャックテーブルに保持されたサファイア基板の被加工面に向けて研磨送りするサファイア基板の加工方法であって、研磨工具を回転駆動する電動モータに供給する電力の電流値を検出し、該電流値が一定になるように研磨送りする。
(もっと読む)
41 - 60 / 523
[ Back to top ]