
Fターム[3C034DD10]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 目的 (2,044) | 非金属材料の研削 (724) | 半導体 (523)
Fターム[3C034DD10]に分類される特許
21 - 40 / 523
切削ブレードの外径サイズ検出方法
【課題】マルチブレードを備える切削装置において、装置構成を複雑とすることなく、短時間でマルチブレードのZ軸方向の位置決めを可能とするために、マルチブレードを構成する各切削ブレードの外径サイズを容易に検出する技術を提供する。
【解決手段】外径サイズ検出用被加工物の上方から切削手段を下降させて所定高さに位置付けることで外径サイズ検出用被加工物に複数の切削ブレードを切り込ませ、外径サイズ検出用被加工物に複数の切削痕を形成する切削痕形成ステップと、複数の切削痕を撮像して各切削痕の長さを検出する長さ検出ステップと、長さ検出ステップで検出した各切削痕の長さとスピンドルの軸心高さ位置から外径サイズ検出用被加工物の上面高さ位置までの距離とから各切削ブレードの外径サイズをそれぞれ算出する外径サイズ算出ステップと、を備えた切削ブレードの外径サイズ検出方法とする。
(もっと読む)
厚み検出装置および研削機

【課題】被加工物の厚みを正確に検出することができる非接触式の厚み検出装置および厚み検出装置を装備した研削機を提供する。
【解決手段】被加工物に対して透過性を有する所定の波長領域を有する発光体と、集光器とを備えた検出光照射手段と、検出光照射手段によって照射されチャックテーブルに保持された被加工物の上面および下面で反射した反射光を集光する集光レンズと、集光レンズによって集光された反射光の干渉を回折する回折格子と、回折格子によって回折した反射光の所定の波長域における光強度を検出するイメージセンサーと、イメージセンサーからの検出信号に基づいて分光干渉波形を求め、被加工物の上面で反射した反射光の光路長と被加工物の下面で反射した反射光の光路長との光路長差に基づいて被加工物の厚みを求める制御手段とを具備し、検出光照射手段は、P偏光を被加工物の上面に対して所定の入射角をもって照射する。
(もっと読む)
加工装置
【課題】ウェーハの加工を行う加工装置において、ウェーハの形状を円滑に認識して生産効率を良好にするとともに、透明なウェーハについても形状を認識できるようにする。
【解決手段】保持手段2に保持された被加工物Wを撮像して加工すべき領域を検出し、その領域を加工手段3によって加工する加工装置1において、被加工物Wの保持手段2に対する着脱が行われる領域である着脱領域Aから被加工物Wが加工手段3による作用を受ける領域である作用領域Bまでの被加工物Wの移動経路に、ライン照明とラインセンサとからなるスキャナ10を配設し、被加工物Wが着脱領域Aから作用領域Bまで移動している間に、ライン照明からの光を被加工物において全反射させラインセンサでとらえることで、透明な被加工物Wの形状認識を可能とするとともに、形状認識のために保持手段2の動きを停止させず、デバイスの生産性を向上させる。
(もっと読む)
インゴットブロックの自動クランプ方法
【課題】円筒状サファイアインゴットブロックの外周面を円筒研削加工する際、研削屑の発生量を減少させたい。
【解決手段】 オートローダー機器13でワークをクランプ装置7a,7bに自動クランプさせる際、一旦ワークをクランプさせた後、クランプされたワークの外周面高さを高さ測定機器HSで測定し、最大高さ(Hh)と最小高さ(Hm)の差の半分の値(Hh−Hm)/2だけワークのC軸心位置を移動させる再クランプを行った後にカップホイール型砥石10gを用いてワークのインフィード円筒研削加工を開始する。
(もっと読む)
加工装置
【課題】可動部が比較的早い速度で移動中であってもチャックテーブルに保持された被加工物の撮像すべき領域を確実に撮像できる加工装置を提供する。
【解決手段】被加工物を撮像するカメラと、該カメラの撮像領域にストロボ光を照射するストロボ光源と、該位置検出部から出力される信号に基づき該ストロボ光源を駆動する制御手段とを含み、該制御手段は、被加工物の撮像すべき領域の座標が記憶された座標記憶部と、該ストロボ光源を駆動する照射指示部とを含み、該照射指示部は、該位置検出部から出力される位置信号と該座標記憶部に記憶された座標とが一致したときからストロボ光が照射されるまでの遅れ時間を(S)とし、該可動部の移動速度を(V)としたとき、該座標記憶部に記憶された座標から(VS)を減じた値と該位置検出部から出力される信号とが一致した際、該ストロボ光源を駆動する駆動信号を出力することを特徴とする。
(もっと読む)
化学機械的研磨のスペクトルに基づく監視のための装置および方法
【課題】研磨ステップの終点が達成された時を決定するステップを提供する。
【解決手段】スペクトルに基づく終点検出、スペクトルに基づく研磨速度調整、光学ヘッド53頂面の噴射、または窓付きのパッド30を含み、スペクトルに基づく終点検出は、具体的なスペクトルに基づく終点論理を適用することで終点が呼び出されるとターゲット厚さが達成されるよう、具体的なスペクトルに基づく終点決定論理を経験的に選択された基準スペクトルを使用して、異なるトレースまたは一連のシーケンスを使用して研磨終点を決定し、噴射システムは、光学ヘッド53の頂面にかけて層状のガス流を作成し真空ノズルと真空源は、ガス流が層状になるように構成され、窓は、柔軟なプラスチック部分と結晶質またはガラス質の部分を含み、スペクトルに基づく研磨速度調整は、基板上の異なるゾーンにスペクトルを得るステップを含む。
(もっと読む)
加工装置
【課題】被加工物に応じて光の当て具合を適宜調整可能な加工装置を提供する。
【解決手段】撮像手段は、チャックテーブル20に保持された被加工物Wを撮像するカメラ94と、ハーフミラー72と、被加工物Wを照明する第1ストロボ光源70と、環状に配設された複数の光ファイバ112と、該複数の光ファイバ112の他方の端面に光を入射して該チャックテーブル20に保持された被加工物Wをリング照明する第2ストロボ光源98と、該第1ストロボ光源70と該ハーフミラー72との間に配設された第1光量調整器82と、該第2ストロボ光源98と該複数の光ファイバ112の他方の端面との間に配設された第2光量調整器100と、を含み、該第1光量調整器82及び該第2光量調整器100は、回転軸を有する回転板88,106と、開口部とを備え、該開口部は該回転軸の回転角度に応じて透過する光量が連続的に変化するように末広がりに形成されている。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
ワークの研磨方法及び研磨装置
【課題】本発明は、研磨量を正確に制御することのできるワークの研磨方法及び研磨装置を提供することを目的とする。
【解決手段】本発明は、ワークの両面を研磨するに当たり、排スラリーの温度変化率の変化を捉えることにより、ワークの研磨量を制御するものである。
(もっと読む)
電極ユニット
【課題】切削ブレードが装着される回転軸の後端部に対する電極の着脱を容易に行う。
【解決手段】電極ユニット7の電極端子70を収容するホルダー71が円柱部71aとつば部72とを備え、円柱部71aはハウジング31に挿入され、ハウジング31にはつば部72を係止する爪部8が形成され、つば部72には爪部8と係合する被係合部720を備えるため、爪部8と被係合部720とを係合させた状態で電極ユニット7をハウジング31に挿入し、つば部72を回転させるだけで電極ユニット7をハウジング31に対して固定することができ、ハウジング31に対する電極ユニット7の着脱が極めて容易となる。
(もっと読む)
研磨装置、および、研磨方法
【課題】簡単な構成でウェーハの取り代を適切に制御可能な研磨装置を提供すること。
【解決手段】バッキングパッド32およびリテーナリング33が一体化された研磨ヘッド3を備えた研磨装置1であって、ウェーハWの研磨中にリテーナリング33が研磨パッド23上のスラリーPから受けるリテーナ液圧Frを測定するリテーナ液圧測定手段35と、このリテーナ液圧測定手段35で測定されたリテーナ液圧Frに基づいて、研磨ヘッド3に付与するヘッド加圧力Fh、定盤22の回転数、および、1バッチあたりの研磨時間のうちの少なくとも1つのパラメータを設定するパラメータ設定手段と、を備え、研磨制御手段は、パラメータ設定手段で設定されたパラメータに基づいて、回転駆動手段および研磨ヘッド加圧手段のうち少なくとも一方を制御する。
(もっと読む)
半導体ウェハの研削方法
【課題】研削装置に砥石を取り付けて目立てを行った後は、粗加工および仕上げ加工においてノーメンテナンスで砥石表面の粗さを維持し砥石消耗量の少ない連続安定性に優れた研削方法を提供する。
【解決手段】チャックテーブルユニット41を第1の回転数で回転させた状態で、半導体ウェハ3に対して、第1の速度で研削ユニット11を降下させながら半導体ウェハの主面を研削するステップS13と、半導体ウェハ2の厚さが、所定の厚さよりも少なくとも5μm厚い状態に達するタイミングで、チャックテーブルユニット41の回転数を第1の回転数よりも遅い第2の回転数とするステップS15と、半導体ウェハ3の厚さが、所定の厚さに達するタイミングで、研削ユニットを第1の速度よりも速い第2の速度で上昇させるステップS17とを備えている。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】ワークの両側面を研削する一対の研削砥石の切れ味の違いを極力解消でき、所定の研削精度を長期間にわたって安定的に維持できるようにする。
【解決手段】薄板状ワークWを保持する一対の静圧パッド1,2と、静圧パッド1,2間に保持されたワークWの両側面を研削する一対の研削砥石5,6と、研削中のワークWの両側面の位置を測定する一対の測定ヘッド9,10と、ワークWの両側面の基準値M1,M1と各測定ヘッド9,10の測定値M1,M1との減算により算出したワークWの両側面の位置を比較して両研削砥石5,6の切れ味差を求める切れ味比較手段26と、両研削砥石5,6に切れ味差があるときに、両研削砥石5,6の切れ味が同じになるように、研削砥石5,6の切れ味に関係する研削条件を切れ味差に応じて補正する研削条件補正手段27とを備えている。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】ワークの両側面を研削する一対の研削砥石の切れ味の違いを極力解消できるようにする。
【解決手段】薄板状ワークWを保持する一対の静圧パッド1,2と、一対の静圧パッド1,2間に保持されたワークWの両側面を研削する一対の研削砥石5,6と、研削中のワークWの両側面の位置R1,R2を測定する一対の測定ヘッド9,10と、ワークWの研削精度が基準精度内に収まったときの測定ヘッド9,10の測定値M1,M2からワークWの相対位置Xを算出する演算手段22と、その相対位置Xと静圧パッド1,2間にワークWが適正に保持されるべき研削基準位置X0とを比較して差分を求める位置比較手段24と、両者に差分があるときに当該ワークWの研削後に両者の差分に応じて研削砥石5,6の研削後退端を補正する後退端補正手段25とを備えている。
(もっと読む)
切削装置、切削装置を用いた切削方法、および部品の製造方法
【課題】板材を厚さ方向に複数段に分けて段階的にカットする技術において、各段カット時の加工負荷を従来よりも均一に近づける。
【解決手段】回転式の刃具を用い、板材を厚さ方向に複数段に分けて段階的にカットする切削装置が、刃具を回転させるモータに供給される電流値を検出する検出回路と、刃具による複数段の各段の厚さ方向の切り込みの深さである切り込み量を制御する制御装置とを備え、制御装置は、複数段の各段のカット時に検出回路が検出した電流値または電力値に基づいて、複数段の各段のカット時における刃具への加工負荷相当値を特定し、特定した各段の加工負荷相当値間の乖離量に基づいて、各段のカット時における刃具への加工負荷を均一に近づけるよう、各段の切り込み量を補正する。
(もっと読む)
ウエハ処理方法およびシステム
【課題】本実施形態は、ウエハのような対象物を処理するのに使用するための方法及びシステム(120)を提供し、ウエハの研磨及び/又は研削を含む。
【解決手段】フロントエンドモジュール(124)は、保管装置(126)を連結し、処理のための対象物を保管する。フロントエンドモジュール(124)は、単一のロボット、搬送ステーション、及び複数のエンドエフェクタを備えることができる。処理モジュール(122)は、単一のロボットが対象物を保管装置から処理モジュール(122)へ供給するように、フロントエンドモジュール(124)と連結される。処理モジュール(122)は、回転テーブル、及び、供給された対象物を取り出しそして対象物を回転テーブル上で処理するキャリアをもつスピンドルを備える。
(もっと読む)
研削方法
【課題】 被加工物を研削して薄く加工しても割れが生ずることのない被加工物の研削方法を提供することである。
【解決手段】 研削砥石を有する研削ホイールで被加工物を研削する研削方法であって、研削を実施中に、研削砥石の端面の下に被加工物が侵入する研削砥石に対する被加工物の少なくとも入口側で被加工物上に圧力を付与する。これにより、研削砥石に対する該入口側の被加工物を該端面の下の被加工物に対して平坦にしつつ研削を遂行する。
(もっと読む)
研削装置
【課題】 ウエーハの粗研削及び仕上げ研削が効率良くできるとともに設置面積が小さいマニュアルタイプの研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削手段と、該チャックテーブルに被加工物を搬出入する搬出入位置と該チャックテーブルに保持された被加工物を研削する研削位置とに該チャックテーブルを位置付ける位置付け手段と、を備えた研削装置であって、該研削手段は、該搬出入位置と該研削位置とを結ぶ直線上に配設された第1の研削手段と第2の研削手段とを含み、該チャックテーブルに対して該第1の研削手段を接近及び離反させる研削送り手段と、該チャックテーブルに対して該第2の研削手段を接近及び離反させる研削送り手段とは共通の研削送り手段で構成されていることを特徴とする。
(もっと読む)
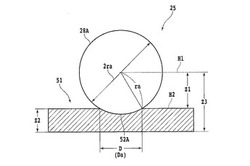
透明板状物のエッジ検出装置及び研削装置
【課題】 透明板状物の外周エッジを的確に検出できるエッジ検出装置を提供することである。
【解決手段】 第1面及び該第1面と反対側の第2面を有する透明板状物のエッジを検出するエッジ検出装置であって、透明板状物より小さい支持面を有し該支持面で透明板状物の該第1面側を支持する支持台と、該支持面より下方に配設されて該支持台で支持された透明板状物の該第1面に向かって光を照射する光源と、該光源と該支持面との間に配設されて該光源から透明板状物の外周エッジに照射される光を遮光するとともに、該支持台を囲繞する透明板状物のサイズより小さい開口を備え、該開口を通して該光源から照射された光の一部を透明板状物に照射するマスク部と、該支持面に対面して配設されて該光源からの光が照射された透明板状物の第2面側を撮像する撮像手段と、該撮像手段で撮像された撮像画像に基づいて透明板状物の外周エッジを検出するエッジ検出部を有する制御手段と、を具備したことを特徴とする。
(もっと読む)
研磨装置
【課題】被加工物を保持するチャックテーブルの温度分布を制御して被加工物の厚みを所望の厚みに形成することができる研磨装置を提供する。
【解決手段】被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を研磨する研磨パッドを備えた研磨手段とを具備する研磨装置であって、チャックテーブルは、被加工物を保持する保持面を有する保持テーブルと、保持テーブルを支持する支持部材とを備え、支持部材には中心部から外周に向けて渦巻状に形成された流体通路が設けられており、流体通路に温度制御流体を供給し保持テーブルの中心部から外周部における温度分布を制御する制御流体供給手段を具備している。
(もっと読む)
21 - 40 / 523
[ Back to top ]