
Fターム[3C045BA31]の内容
Fターム[3C045BA31]の下位に属するFターム
ワークに固定して用いるもの (5)
回転軸に取付けて用いるユニット (1)
Fターム[3C045BA31]に分類される特許
1 - 20 / 20
バイト切削装置及び被加工物のバイト切削方法
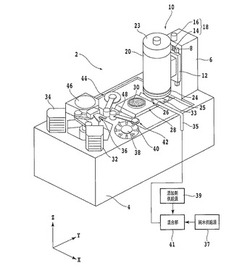
【課題】 切削刃の急速な磨耗を防止し、切削刃の寿命を延ばすことのできるバイト切削装置を提供することである。
【解決手段】 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルで保持された被加工物の表面を切削するバイトを回転可能に支持するバイト手段と、該チャックテーブルの該保持面に対して水平方向に該チャックテーブルと該バイト手段とを相対移動させる切削送り手段と、該チャックテーブルの該保持面に対して鉛直方向に該チャックテーブルと該バイト手段とを相対移動する切り込み手段とを備えたバイト切削装置であって、純水供給源から供給される純水と添加剤供給源から供給される添加剤とを混合して切削液を生成する混合部と、該混合部で生成された切削液を該バイトと該チャックテーブルに保持された被加工物に供給する切削液供給ノズルと、を具備したことを特徴とする。
(もっと読む)
ワーク旋削装置

【課題】ワークの内周面旋削用の工具と外周面旋削用の工具を工具ホルダの共通の工具装着部に装着可能としつつ、ワークの内周面の旋削と外周面の旋削をワークの周方向における共通の位置でそれぞれ対応した工具で行えるようにするとともに、内周面旋削用の工具と外周面旋削用の工具との相互間の自動交換を実施できるようにする。
【解決手段】ワーク旋削装置では、立旋盤2が、外向旋回位置と内向旋回位置との間で工具ホルダ18を旋回させるホルダ旋回装置24と、工具ホルダ18が外向旋回位置と内向旋回位置に配置された時に工具ホルダ18をラム14に対して位置固定するためのホルダ固定装置26とを含み、工具ホルダ18は、工具を掴んで保持する状態と工具を放す状態とに切り換え可能な水平工具装着部34を有し、工具交換装置3は、水平移動軸方向において工具の刃先が当該工具交換装置3側へ向かう姿勢で工具を水平工具装着部34に受け渡す。
(もっと読む)
バイト工具を備えた加工装置
【課題】被加工物の旋削面にムシレが生じることなく、チャックテーブルの熱膨張を抑制することができるとともに、被加工物への旋削屑の付着を防止することができるバイト工具を備えた加工装置を提供する。
【解決手段】被加工物を保持する保持面を備えたチャックテーブル52と、チャックテーブル52に保持された被加工物を旋削するためのバイト工具33を備えた旋削手段と、旋削手段によって被加工物を旋削する加工領域において、加工領域を移動するチャックテーブル52に保持された被加工物の旋削面に冷却水を噴出する噴出ノズル61を備えた冷却水供給手段6を具備し、噴出ノズル61は加工領域におけるバイト工具33の回転方向上流側から下流側に向けて冷却水を噴出する。
(もっと読む)
切削加工方法、および切削加工用工具
【課題】容易かつ安価な構成によって、長尺な切削屑や厚い切削屑を発生させることなく高い加工精度で被削材の切削加工を実施することが可能な切削加工方法を提供する。
【解決手段】切削加工用工具1は、金属によって略円柱状に形成されており、前方から見ると、複数の突条と凹溝とが連続した波状の凹凸を形成した状態になっている。また、切削加工用工具1の前端の刃先面には、複数の凸部と凹部とが中心軸に対する放射方向に交互に設けられており、側方から見ると、それらの凸部と凹部とが連続した波状の凹凸を形成した状態になっている。かかる切削加工用工具1によって被削材Wを切削する際には、被削材Wを主軸14を中心として回転させた状態で、工具主軸15を中心として回転させた切削加工用工具1をアプローチさせる。
(もっと読む)
可搬型の円周開先加工装置
【課題】たとえ自由に移動するようなワークであっても、現場で円周状の開先をバイト25により便利に、或いは、能率的に若しくは、能率的且つ高精度に加工することを可能とする。
【解決手段】平板状の支持台100と、案内部7により左右方向b2へ案内される移動台8と、送り操作用ハンドル10の操作により移動台8を左右方向b2へ変位させる送り機構部9と、電動モータ22の回転を伝達される左右向きの主軸23の一端部にバイト25を固定された刃物駆動部102と、ワークの外周面を把持する一対の半割型37a、37bを近接離反させる電動油圧駆動部39を具備したチャック機構部103と、一対の半割型37a、37bで把持される管部材を支持してその姿勢を整えるワーク支持機構部104とを備ええている。
(もっと読む)
先端加工装置および切削具
【課題】樹脂製の線材の先端を高精度に加工できると共に、加工時間を短縮することができる技術を提供する。
【解決手段】切削具100が1回転したときの総形バイト110の刃先111およびガイド孔102の周面102aの軌跡が予め定められた所定形状となるように、刃先111の形状とガイド孔102の断面における周面102aが同一形状に形成されており、ガイド孔に挿通された線材の先端外周はガイド孔102の周面102aにより包み込まれるように案内されて切削加工されるため線材の先端を高精度に加工できるとともに、切削具100が回転手段により回転することにより、ガイド孔102に線材が挿通されるだけで、所定形状への切削加工が線材の先端に施されるため、線材の先端の加工時間を短縮することができる。
(もっと読む)
工作機械及び内径加工方法
【課題】刃物台の心押台等への干渉を回避することができ、装置の小型化を図ることができる工作機械及び内径加工方法を提供する。
【解決手段】旋盤1において、刃物台4をC軸に対し直角で鉛直軸に直交するB軸回りに旋回可能としており、刃物台4の軸線がC軸を含む水平面に対して任意の角度で傾斜する傾斜姿勢に割り出し可能とした。したがって、刃物台4を傾斜姿勢として加工を行うことで、心押台3の退避位置を従来より主軸台2側へ近い位置とすることができるため、心押台3のスライド距離が小さくて済み、ひいては旋盤1の小型化を図ることができる。
(もっと読む)
同期加工システム及び同期加工方法
工作機械システム及び方法は、ワーク保持部を用いており、同期された切削工具(102)を含む。ある実施形態において、前記方法及びシステムは、迅速且つ効率的にワーク(200)の共通表面を加工するために同期された少なくとも2つの切削工具(102)を備える。切削工具(102)及びワーク保持部の両方を制御するための単一のコードラインを有するコントローラが用いられる。ワークにたわみやびびりを生じさせ易いワーク(200)中の生成力を減少させるために、切削工具(102)は、これらがワーク(200)の実質的に反対側の部分に係合するように同期せしめられる。他の実施形態では、切削工具(102)は、ワーク(200)中の圧縮力,引張り力又はねじり力の生成を制御する分離したワーク保持部を用いて同期せしめられる。 (もっと読む)
切削加工装置および切削加工プログラム
【課題】 精密な切削加工を行うには、鋭利な刃先を有する工具が必要となる。しかし、ゲルマニウムやシリコン等の脆性材料の加工においては、ダイヤモンド工具を用いるが、アルミや銅などの軟質金属の切削に比べ、工具磨耗が激しい。そのためには、工具の磨耗を抑え、工具の長寿命化を図る必要がある。
【解決手段】 円弧形状をした切削チップを取り付ける工具シャンクと、その工具シャンクに2軸の並進運動と1軸の回転運動を同時に制御する工具台を有し、被加工物を所望形状に、切削チップで加工する3軸制御加工装置において、切削チップを右から左へ移動させる場合、所望形状の法線角度の変化以上に切削チップの加工点を左から右へ移動するように回転させる。
(もっと読む)
球面の切削加工方法
【課題】この発明は、従来の球面の切削加工の方法を、新たな方法に変えることにより、被切削物の先端部に均一な球面が形成できる球面の切削加工方法を開発し、提供することにある。
【解決手段】旋盤等の機械に装着された被切削物(1)を切削加工するに際して、被切削物(1)の軸芯(X)方向より、適宜の角度(α)を有した位置で、回転する刃物(Y)を当接し、被切削物(1)の縁面(1a)より、直径方向(Z)に被切削物(1)の軸芯(1b)を通り、他の縁面(1c)に向けて切削することを特徴とする球面の切削加工方法から構成される。尚、刃物(Y)は、モータ等の駆動源(図示せず)により動力で回転するものであり、回転する被切削物(1)に当接して加工するものであり、被切削物(1)の端面を加工した状態が、図1(b)に示すようになり、刃物(Y)によって切削されたバイト目(2)となる。
(もっと読む)
刃物台回転型加工機の加工方法および制御ユニット
【課題】搬入式の刃物台回転型加工機において、サイドジャッキやレベル調整装置による設置調整に依存することなく、偏心誤差による加工精度の低下を回避し、高精度な内円周面加工、端面加工を行えるようにすること。
【解決手段】内円周面加工において、偏心量演算手段122にて演算された偏心量による偏心誤差がキャンセルされるように、偏心補償制御手段123によって回転台21の回転角位置に応じてスライドビーム31の水平軸線方向位置を補正し、被加工物の中心点を基準とした偏心補償を行う。
(もっと読む)
加工装置および加工方法
【課題】軸対称形状,軸非対称形状,自由曲面形状、あるいは、それらの形状が複数アレイ上に配置された光学素子、またはそれらを成形するための成形型を高精度に加工可能にする。
【解決手段】所定の形状がアレイ状に配置された光学素子を加工する際、第1の回転軸1に被加工物9の中心を合わせて取り付け、第1の回転軸1の回転中心にないアレイ状に配置された一形状を第1の回転軸1を中心に回転する。この回転を、第1の回転軸1と対面する工具8を備えた第2の回転軸5を同回転数で同期回転させることによって、相殺して加工する。アレイ状に配置された形状の位置は、第1の回転軸(C1軸)に対する第2の回転軸5の回転開始角と、第2の回転軸(C2軸)5上にある直線軸X2軸6における半径方向の位置により決定する。
(もっと読む)
フランジ加工装置
【課題】同心状かつ段違いに設けられた大径フランジおよび小径フランジのそれぞれの環状当接部を現場で両者の平行度を保証し精度よく研削できるフランジ加工装置を提供する。
【解決手段】ケーシング11aに同心状かつ段違いに取付けられた大径フランジ14および小径フランジ15のそれぞれの環状当接部18、19を研削するフランジ加工装置10であって、大径フランジ14および小径フランジ15に軸心を合わせて、ケーシング11aに仮固定された環状ベース部材22と、環状ベース部材22上に固定された環状レール23上を走行する第1の電動機構24付きの環状台車25と、環状台車25に高さ調整可能かつ反転調整可能に搭載された工具支持台26と、工具支持台26に高さ調整可能でかつ第2の電動機構27で進退可能に設けられた研削工具28とを有する。
(もっと読む)
主軸移動型旋盤
【課題】 主軸がワークを自らピックアップし、そのまま移動して切削加工を行える主軸移動型旋盤において、複数の加工を高効率で、尚且つ、フレキシブルに変更して行うことができる主軸移動型旋盤を提供する。
【解決手段】 主軸の回転により回転するワークに当接して加工するバイト状工具を支持する第1の工具支持手段と、主軸の回転停止により回転停止状態にあるワークに対して穴を開ける回転工具を支持する第2の工具支持手段と、ワークをピックアップし、第1、第2の工具支持手段による加工を受けるように制御する加工制御手段とを備える。
(もっと読む)
旋削の方法及び旋削装置
コンピュータ数値制御工作機械の技術分野における旋削の方法及び旋削装置である。回転する工作物が回転する工具ホルダーに配設され偏心した経路で旋回する工具に当てられる。工具ホルダーと工作物とを同期して回転させることにより種々の特徴を有する形状が作製される。実施形態の方法は卵形のピストンや他の部品のような非円形の形状の旋削を行うのに有用である。  (もっと読む)
(もっと読む)
棒状または管状の工作物を切削加工するための装置
工具(7、26、44、46)の送りが、工具(7、26、44、46)を支持する工具ホルダ(3、25、45)と送りスリーブ(4、24、47)の相対回転によって初めて生じる、棒状または管状の工作物(1、27)を切削加工するための装置を提案する。工具ホルダ(3、25、45)と送りスリーブ(4、24、47)は同じ伝動軸(17)上に配置された、反対向きのはすばを有する歯車(19、18)を介して駆動される。伝動軸(17)の軸方向運動により、はすばに基づいて、工具ホルダ(3、25、45)と送りスリーブ(4、24、47)の相対回転が達成される。さらに、フライス(26、44)を工具として使用することが提案される。  (もっと読む)
(もっと読む)
加工機
【課題】加工時間の短縮や加工精度を向上させることができ、しかも分割することもできる加工機を提供する。
【解決手段】加工機は、複数に分割された円弧状のインナーリングセグメント26a,26bをワークを囲むように合体させてなるインナーリング26と、複数に分割された円弧状のアウターリングセグメント25a,25bをインナーリング26を囲むように合体させてなるアウターリング25と、インナーリング26がアウターリング25に対して回転するのを案内するころがり案内装置38と、インナーリング26を回転させる駆動機構35,36,33と、を備える。ころがり案内装置38は、複数に分割された円弧状のレールセグメント41を連結してなる円形状の軌道レール39と、軌道レール39に沿って周方向に移動可能に組み付けられる移動ブロック40と、軌道レール39と移動ブロック40との間に転がり運動可能に介在される複数のボール42と、を有する。
(もっと読む)
旋盤
【課題】装置の構成が簡単であるとともに、ワークに対する加工位置が変更された場合でも、その加工位置の変更に容易に対応できる旋盤を提供する。
【解決手段】主軸12に保持されたワークWの外周面と対向する位置に、第1刃物台16をX,Y方向に移動可能に配置し、その第1刃物台16には第1刃物を搭載する。ワークWの先端面と対向する位置には、第2刃物台20をX,Y,Z方向に移動可能に配置し、その第2刃物台20には第2刃物を搭載する。主軸12の回転に従って第1及び第2刃物がワーク加工動作を行うように第1及び第2刃物台16,20を動作させるとともに、第2刃物が主軸12の回転と同期して回転変移されるように第2刃物台20の移動を制御する。
(もっと読む)
金型の切削加工方法及び装置
【課題】 金型の成形面に、R値、面精度、ピッチ間等が高精度で均一な凹球面を切削加工で形成できるようにする。
【解決手段】 凹球面3の曲率半径18よりも小さな曲率半径の切刃16を有しているRバイト14における切刃16の回転半径が凹球面3の曲率半径18となるようにRバイト14を旋回させながら、凹球面3の中心断面を走査して金型1の成形面を切削するフライカット加工によって、当該成形面に凹球面3を形成する。
(もっと読む)
タレット式旋盤及びそれに使用される回転工具と固定工具
【課題】高い回転速度が要求される小径の刃物による加工を可能にし、生産性を向上することができるタレット式旋盤及びそれに使用される回転工具と固定工具を提供する。
【解決手段】タレット2の工具取付け部2Aに取り付けた回転工具3の刃物X1を回転駆動するための主駆動軸14を備えたタレット式旋盤であり、主駆動軸14の回転により発電する発電手段11を有している。回転工具3は、発電手段11で発電した電力を電源として作動する電気モータ8と、この電気モータ8の作動により回転する刃物把持部9aを有する工具本体9を備えている。
(もっと読む)
1 - 20 / 20
[ Back to top ]