
Fターム[2F069GG27]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 回転変位を直線変位に変換するもの (18)
Fターム[2F069GG27]に分類される特許
1 - 18 / 18
コークス炉の移動機の位置検出装置及び位置検出方法
【課題】コークス炉の移動機の現在位置を正確且つ安価に検出できる位置検出装置及び位置検出方法を提供する。
【解決手段】位置検出装置は、レール31〜35に接し移動機21〜25の移動に伴って回転するローラ42の絶対的な回転角度を測定するアブソリュート回転角度検出装置41を備え、移動機21〜25の現在位置を示す位置情報を出力する位置情報出力手段と、位置情報出力手段により出力された移動機21〜25の位置情報の誤差を修正する誤差修正手段と、を備える。誤差修正手段は、コークス炉10に設置された基準標識51と、移動機21〜25に搭載され基準標識51を検出する非接触式センサ52と、非接触式センサ52により基準標識51を検出した場合には、その時点において位置情報出力手段から出力された移動機21〜25の位置情報を、基準標識51に予め付与された基準位置情報に置換する位置情報置換手段と、を備える。
(もっと読む)
作業車両

【課題】従来、この種のホイールバランスの検査を行う装置は、車両とは別に独立した装置から構成され、検査をする車輪は、車両に装着する前か、又は車両から取り外して検査しなければならない課題があった。
【解決手段】この発明は、上記課題を解決するために、車体1に装備した傾斜センサ2の検出情報に基づいて、該車体1もしくは該車体1に対してローリング自在に連結する作業機を自動的に水平制御する制御装置3を備えた作業車両において、前記傾斜センサ2は、車体1に軸装している車輪4のホイールバランスをチエックするモードを選択すると、前記検出情報を車輪4の偏芯等を判定するチエック情報として利用できる構成とした作業車両の構成とする。
(もっと読む)
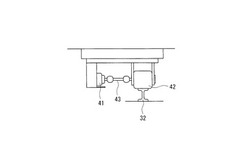
絶対位置測定装置
【課題】小型化を容易に図れ、製造上の負担を軽減でき、スピンドルの絶対位置を測定可能な絶対位置測定装置を提供すること。
【解決手段】スピンドル3の回転量を第1の周期で変化する位相信号として検出する第1のロータリーエンコーダと、スピンドル3の回転量を第2の周期で変化する位相信号として検出する第2のロータリーエンコーダとを備える。第1のロータリーエンコーダの第1のロータ42の回転は、第1の回転円筒43の外周に形成された第1の歯車48と、第2の回転円筒52の外周に形成された第2の歯車55とに噛合する中継歯車53によって、第2のロータ51に伝達される。従って、二つの異なる周期の位相信号に基づいてスピンドルの絶対位置を算出できる。また、従来のようなスピンドルの螺旋状のキー溝を設ける必要がなく、小型化を容易に図れる。また、製造上の負担を軽減させることができる。
(もっと読む)
検出装置
【課題】検出手段の損傷を確実に防止することができる検出装置を提供する。
【解決手段】搬送手段3により搬送される物体Sに接近又は離間する方向に移動して該物体Sの性状を検出可能であると共に、計測手段6が計測した移動方向に沿った物体Sの長さに応じて物体Sに接近可能な検出手段21と、搬送手段3による物体Sの搬送方向に対して検出手段21より上流側で検出手段21と共に物体Sに接近可能であり、前記移動方向における物体Sの規制位置にてこの物体Sに接触して物体Sを検知可能な検知手段7と、検知手段7が物体Sを検知した際に物体Sと検出手段21との接触を回避する回避手段5とを備えることを特徴とする。
(もっと読む)
ステアリングセンサ
【課題】小型乗用作業機用に使用できる安価なステアリングセンサはまだ一般には普及していない。ステアリングセンサは従来自動車の走行安定制御用として開発されてきたが、精密複雑でまだまだ高価なものであるのが現状である。加えて使用環境的には極めて条件の良い自動車用とは異なり屋外環境で使用する小型の作業機械には耐環境性からみても使用は難しい。しかし簡素で安価な作業機械でも近年安全装置の必要性が言われており、特に乗用作業機械においては走行安全制御装置実現の為に作業機械用ステアリングセンサの開発が必要になっている。
【解決手段】ラック&ピニオン式操舵機構を搭載する小型乗用作業機械で、ラックの直線動作に着目し、ラックに連動する連動体をラックに連結し、その連動体に当接又は近接又は連動するスイッチ又は位置センサ又は変位センサを配設した。
(もっと読む)
切断機用自在軸受装置の位置調整用装置および方法
本発明は、とりわけ切断機における自在軸受装置(21)の位置調整を行う装置と方法に関する。前記切断機、ポータルロボット等における工具のいわゆるTool Center Point(TCP)と呼ばれる、工具中心点として表されるものに関しての位置調整またはキャリブレーションが、調整装置の単一の可動な測定先端で行われ、この調整装置は工具と直接的に作用結合し、ソフトウェア制御による測定方法によって、工具の最適に調整されるべき開始位置の記録を行い、この開始位置の再現性を保つことを可能とする。TCPの決定はメンテナンスおよび調整作業の後か、または工具および切断機の衝突の後で必要となる可能性がある。本発明は装置技術としては、自在軸受装置(21)の位置調整のための調整装置であり、とりわけ切断機におけるものであり、この調整装置はフレーム(1)から見て3つのリンク部材、第1のリンク部材(3)、第2のリンク部材(4)および第3のリンク部材(5)を連結したものを備え、これらのリンク部材は互いに重なって、直動関節(12、13、14)を介して前記フレーム(1)に、直交座標系の3つの全ての軸において、互いに遊び無しに、軽く(kraftfrei)動くように結合されており、ここでどの軸にも基準位置は存在せず、そして第3のリンク部材(5)は直動関節(14)を介してフレーム(1)に結合し、第2のリンク部材(4)は直動関節(13)を介して第3のリンク部材(5)に結合し、そして第1のリンク部材(3)は直動関節(12)を介して第2のリンク部材(4)に結合し、これらのリンク部材(3、4、5)は一体型で形成されており、それぞれのリンク部材は個々に生成された部品から構成されるのでなく、1個の単一の部品であり、同様にフレームから最も離れた第1のリンク部材(3)には、重力方向に反対に物理力接続(kraftschlussig)によって、その直交する面に形状接続(formschlussig)によって測定アダプタ(16)に接続された装着部(3b)を備え、ここで第1、第2および第3のリンク部材(3、4、5)には回転型の測定センサ(6、7、8)が配置されており、これらはこれらの測定センサは測定ピニオン(9、10、11)および各々のリンク部材(3、4、5)に設けられた測定ラック(3c、4a、5a)を用いて、これらの隣接するリンク部材(4、5)および前記フレーム(1)に対する相対的運動を検出し、これらの測定値は変換装置(2)で処理され、データライン(23)による変換装置(2)とコンピュータ(24)とのオンライン接続を備える。 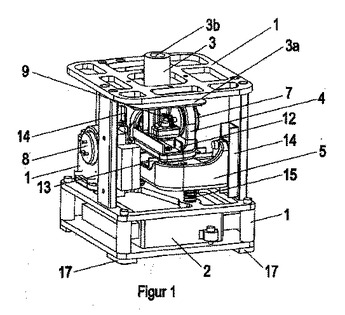 (もっと読む)
(もっと読む)
金属リングの湾曲度を測定する方法およびその装置
【課題】金属リングの局所的なうねり成分を抽出して、金属リングの形状を高精度に測定できる金属リングの湾曲度を測定する方法およびその装置を提供すること。
【解決手段】リング湾曲度測定方法は、金属リングに複数の測定点を設け(ステップS1)、一対の支持ローラに掛け渡す手順(ステップS2)と、金属リングの一側端縁の一部を直線状にクランプする保持手順(ステップS3)と、各測定点での変位量を測定する測定手順(ステップS4)と、金属リングを測定対象区間だけ移動させる移動手順(ステップS5)と、仮想空間上に、測定点を1つずつずらしながら(ステップS8)、金属リングの1周分に亘る各測定点での変位量を切り採る切り採り手順(ステップS9)と、切り採られた金属リングの1周分に亘る各測定点での変位量に基づいて、金属リングの湾曲度を算出する手順(ステップS10)と、を備える。
(もっと読む)
コンベアレールの摩耗検査装置
【課題】コンベアレールの下フランジの上面の摩耗状態の検査を、簡素な構成により迅速かつ高精度に行う。
【解決手段】コンベアレール4上を走行するトロリ2からコンベアレール4の下フランジ7,8よりも下側に垂下する支持部材32により非接触変位センサ34,35を上向きに支持し、該センサ34,35により下フランジ7,8の下面7B,8Bまでの距離D1,D2を測定し、この距離D1,D2を基準値と比較することによりコンベアレール4の下フランジ7,8の上面7A,8Aの摩耗状態を検査する。
(もっと読む)
回転角度検出装置
【課題】回りに磁石を使用した装置があったとしても、磁界の影響を受けない回転角度検出装置を提供する。
【解決手段】回転角度検出装置は、加速度センサ11を設けた第一基板7と、ステアリングシャフト30の回転運動を第一基板7の揺動運動に変換する変換機構と、変換機構を通じて揺動運動する第一基板7の傾斜に伴う加速度センサ11の出力信号を処理し、ステアリングシャフト30の回転角度を求める制御装置13を備える。
(もっと読む)
摺動部品の加工精度計測装置
【課題】 摺動穴部品と摺動軸部品との摺動抵抗から摺動部品の加工精度を計測する加工精度計測装置を提供することを目的とする。
【解決手段】 摺動穴部品1と該摺動穴部品1の中に摺動自在に嵌装される摺動軸部品2の加工時における加工精度計測装置において、摺動穴部品1と摺動軸部品2のいずれか一方を駆動して互いを摺動させる駆動手段(電動機3、動力伝達手段4および電源5)と、駆動手段が供給する動力を計測する動力計測手段6と、摺動穴部品1と摺動軸部品2の相対位置を計測する位置計測手段とを備え、動力計測手段6により得られる動力計測値から摺動穴部品と摺動軸部品とが摺動するときの摺動抵抗値を算出し、摺動抵抗値と位置計測手段による相対位置計測値とから加工精度を計測することを特徴とする。
(もっと読む)
舵角検出装置
【課題】全舵角範囲に亘る回転軸の回転角度を精度良く検出し、車両の舵角を簡素な構成にて精度良く検出可能な舵角検出装置を提供する。
【解決手段】ステアリングホイール30の操作に応じたステアリング軸3の回転を操舵用の車輪12,12に伝え、該車輪12,12の向きを変えて舵取りされる車両の操舵角度を、ステアリング軸3の複数回転に亘る回転角度を求めることにより検出する舵角検出装置において、ステアリング軸3に係合され、ステアリング軸3の回転に応じて移動する移動体6の移動位置を位置センサ7により検出し、この検出結果によりステアリング軸3が中立位置から左右の何回転目の領域にあるかを判定する。回転角センサにより判定された領域内でのステアリング軸3の回転角度を求めて全舵角範囲内での操舵角度を算出する。以上により簡素な構成により全舵角範囲に亘って高精度の舵角検出が可能となる。
(もっと読む)
回転角検出装置
【課題】簡易な構成でありながらも、360°を超える範囲の回転角の検出にも適用可能な回転角検出装置を提供する。
【解決手段】ステアリングシャフトSにウォームホイール10を外嵌しておき、このウォームホイール10、ウォームギア11および案内ねじ軸12により、ステアリングシャフトSの回転に応じてウォームギア11を直動させる送りねじ機構を構成した。そして、ウォームギア11をその軸心方向から挟み込む態様で2つのカンチレバー13,14を設けた。また、これらカンチレバー13,14に歪みゲージ素子16,17をそれぞれ貼着した。
(もっと読む)
周長測定装置及び周長測定方法
【課題】 プーリの真円度誤差等に影響されることなく良好な周長の測定精度を得られるようにした周長測定装置及び周長測定方法を提供する。
【解決手段】 駆動側プーリ(14)と従動側プーリ(15)は、各々所定の回転角毎にマーキングされたn個の位相指標(A〜H)を有し、前記駆動側プーリ(14)のn個の位相指標(A〜H)と前記従動側プーリ(15)のn個の位相指標(A〜H)とのn2 通りの組み合わせの中から任意の組み合わせを選択し、その組み合わせを用いてリング状ワーク(20)の周長測定を行う。
前記任意の組み合わせは、リング状ワーク(20)の周回間、駆動側プーリ(14)と従動側プーリ(15)との間の対向距離の最大値と最小値の幅が最も少なくなる組み合わせである。
(もっと読む)
紙葉類の厚さ検知装置および紙葉類の厚さ検知方法
【課題】紙葉類全面の厚さを搬送状態の影響を受けることなく常に安定かつ高精度に検知することができる紙葉類の厚さ検知装置を提供する。
【解決手段】有価証券等の紙葉類を搬送しながら検査したり仕分けしたりする紙葉類処理装置等において、搬送される紙葉類の厚さを検知する紙葉類の厚さ検知装置において、紙葉類の全面にわたって厚さを検知するために、複数の厚さ検知器を紙葉類の搬送路に対し搬送方向と直交方向に並設する場合、紙葉類の搬送状態(スキューやスライド等)に対する不安定さに対して、両外側の厚さ検知器の各出力を相補的に用いることによって高精度な処理を実現する。
(もっと読む)
取付精度判定装置
【課題】 軸付フランジ部材の取り付け精度の判定をより適正かつ精度よく行なうと共に取り付け精度を判定する際の操作をより簡易なものにする。
【解決手段】 Vブロック22と位置決め部24とにより支持されたプランジャー10の軸14に対して角度αをもって当接するアーム部32を往復運動させる回転駆動部30と、フランジ部12の回転に伴ってその取付精度(垂直度)を検出する検出部40と、検出後に払い出されるプランジャー10を受け止める受け部50とにより取付精度判定装置20を構成し、アーム部32の一方向への運動により軸14の位置決め部24方向に作用する力を用いてプランジャー10を完全に位置決めして取付精度を判定し、アーム部32の他方向への運動により軸14の受け部50方向に作用する力を用いてプランジャー10を払い出す。
(もっと読む)
鋼板の平面形状計測方法および装置
【課題】 悪環境下でもローラテーブル上を搬送される鋼板の平面形状を自動的且つ高精度に計測可能な、鋼板の平面形状測定方法および装置を提供する。
【解決手段】 ローラテーブル1上を搬送される鋼板2の搬送方向と直交する方向の鋼板2の幅を測定する幅計3と、鋼板2の搬送方向の長さを測定する、レーザドップラー速度計4A、4Bを用いた第1測長計4と、鋼板2の搬送方向の長さを測定する、搬送テーブルロール9に取り付けられたPLGを用いた第2測長計5と、第1測長計4および第2測長計5による鋼板2の長さ測定値の何れかを選択する判定器6と、幅計3による鋼板2の幅測定値と判定器6により選択された鋼板2の長さ測定値とに基づいて、鋼板2の平面形状を計測する平面形状計7とを備え、判定器6は、レーザドップラー速度計4A、4Bによる鋼板速度が異常値である場合に、第2測長計5による鋼板2の長さ測定値を選択する。
(もっと読む)
直流電動機の整流子診断方法及び装置
【課題】 直流電動機を構成する整流子の整流子面の良否を直流電動機稼働中に診断することのできる方法及び装置を提供する。
【解決手段】 本発明は、整流子2と整流子2に摺接して電流を供給するブラシ3とを具備する直流電動機の整流子診断装置1であって、ブラシ3の整流子2との摺接面31に対向する表面32の変位量を測定する変位量測定装置11と、整流子2の回転位相を検出する回転位相検出装置12と、回転位相検出装置12で検出した所定の回転位相毎に変位量測定装置11で測定した変位量を取り込み、当該取り込んだ変位量の大小に基づいて整流子面の良否を診断する信号処理装置13と、を備えることを特徴とする。
(もっと読む)
回転センサ
【課題】 加えられる回転変位(角度変位)の大きさに係わらず、回転検出対象の回転状態を確実に検出することができるようにする。
【解決手段】 回転センサは、円環状の環状容器11を有する。この環状容器11は、円環状の液体流路111を形成する。この液体流路111には、液体が封入されている。また、この液体流路111には、梁12が設けられている。この梁12は、環状容器11の回転に伴って生じる液体の流動によって変位させられる。この梁12には、歪みゲージ13が設けられている。この歪みゲージ13は、梁12の変位を検出する。この歪みゲージ12には、角加速度検出部20が接続されている。この角速度検出部20は、歪みゲージ12の検出出力に基づいて、回転検出対象の角加速度を検出する。
(もっと読む)
1 - 18 / 18
[ Back to top ]