
Fターム[3C269QE37]の内容
数値制御 (19,287) | 表示内容、監視、記録内容 (1,309) | 異常、故障箇所の検出、出力 (72)
Fターム[3C269QE37]の下位に属するFターム
Fターム[3C269QE37]に分類される特許
1 - 20 / 69
タッチパネル式入力装置及びタッチパネル式入力装置の画面表示方法
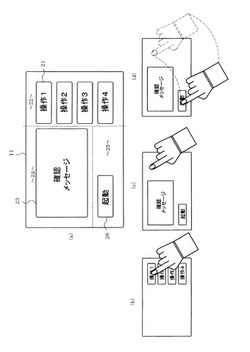
【課題】誤った入力に基づいて、コントローラに操作情報が出力されることを防止できるタッチパネル式入力装置を提供する。
【解決手段】ティーチングペンダント3が備える表示部11の表示領域に選択ボタン表示領域22と確認メッセージ表示領域24とを分割配置し、確認メッセージ表示領域24を画面の上辺に沿うように寄せて配置し、選択ボタン表示領域22を画面の右辺に沿うように寄せて配置する。選択段階では、複数の選択ボタン21を選択ボタン表示領域22に表示させ、確定段階では、選択された候補を操作者に確認させるメッセージ23を確認メッセージ表示領域24に表示させると共に、確定入力を行うための確定ボタン26を選択ボタン表示領域22外の余白スペース25に配置する。更に、選択段階から確定段階に移行する際に複数の選択ボタン21の画像を消去する。
(もっと読む)
負荷情報を活用した情報表示装置

【課題】制御装置と情報表示装置とからなる制御システムにおいて、コントローラで実行しているプログラムの実行ブロックと関連付けた状態で駆動軸の負荷トルク情報を管理・取得し、それらの情報をプログラム表示に対応づけて表示させることにより、プログラムのどの部分の動きを行っている際に大きな負荷がかかっているのかを把握する。
【解決手段】コントローラで実行しているプログラムの現在実行ブロックに関連付けて駆動軸の負荷トルク情報を取得・管理するようにすると共に、任意の制限トルクを設定し、その設定値を超える箇所に関してはプログラムの状態表示を変更する。
(もっと読む)
ブロック実行順表示装置
【課題】シーケンスプログラムおよびNCプログラムからなる制御プログラムの全体を構造的かつ視覚的に表現し、制御プログラムの実行順序および実行状態を容易に把握することができるブロック実行順表示装置を提供する。
【解決手段】数値制御およびシーケンス制御を備えた生産装置50と、シーケンスプログラム13aを実行するプログラマブルコントローラ10と、NCプログラム23aを実行する数値制御装置20と、シーケンス機能ブロックおよびNCプログラム実行ブロックを実行順に配列したブロック実行順配列を表示するブロック実行順配列表示手段116aと、配列要素の一つを選択する選択手段と、選択手段によってNCプログラム実行ブロックが選択されると、複数のNC機能ブロックを実行順に配列したNC機能ブロック実行順配列を表示するNC機能ブロック実行順配列表示手段116cを備える。
(もっと読む)
振動判別方法、及び振動判別装置
【課題】従来よりもびびり振動の種類を精度良く判別することができる振動判別方法、及び振動判別装置を提供する。
【解決手段】時間領域の振動加速度を高速フーリエ解析して周波数領域の振動加速度を求めた際に現れる複数のピーク値を対象としてびびり振動の判別を行う。したがって、周波数領域の振動加速度の最大値のみを用いて判別していた従来と比較すると、特に低回転速度での加工や刃数の少ない工具による加工において、発生したびびり振動の種類を正確に判別することができる上、工具とワークとの間での摩擦や加工による衝撃力に起因して生じる「固有振動型強制びびり振動」についても判別することができる。
(もっと読む)
産業用ロボット
【課題】アラーム発生時にどのデータを記録するかは予め設定されており、運転稼動中に運転を停止させることなく、どのデータを記録するのか設定することができない。
【解決手段】ロボットと、前記ロボットを制御するロボット制御装置と、前記ロボットを操作するティーチペンダントとを備えた産業用ロボットであって、前記ロボット制御装置および/または前記ティーチペンダントは記録メディアスロットを有し、前記記録メディアスロットに接続された記録メディア内に記憶されており前記産業用ロボットの動作中に記憶する情報を定義した記録方法ファイルを前記記録メディアの接続時に自動的に読み出し、前記記録方法ファイルを構成しており情報を記録するトリガとなる記録トリガの監視や記録した情報の書き出しを含む処理を行う解析用機能の実行を自動的に開始する。
(もっと読む)
工作機械
【課題】長期間の放置に伴う主軸の焼き付を含めた破損要因をユーザ側で回避する。
【解決手段】マシニングセンタ1は、装置本体への電源供給をON/OFFする電源スイッチ56と、被加工物を加工する工具を備えた主軸9を回転駆動する主軸モータ74と、電源スイッチ56をOFFしている期間又は主軸モータ74が駆動していない期間の少なくとも何れか一方の期間を放置期間としてカウントするカウンタ55と、放置期間が予め規定した期間を超えているか否かを判定する数値制御装置50と、数値制御装置50が規定期間を超えていると判定した場合にその旨をユーザに報知するディスプレイ82と、を有し、数値制御装置50は、規定期間を超えていると判定した場合に主軸モータ74の駆動を制限する。
(もっと読む)
数値制御装置
【課題】軸ごとの電力を正確に算出する数値制御装置を提供する。
【解決手段】コンバータ部110の出力電力を取得するコンバータ電力取得手段300と、モータ13−1〜13−Nの出力を軸ごとに算出するモータ出力算出手段310と、コンバータ出力電力とモータ出力の全軸に関する総和との差を全損失として算出する全損失算出手段340と、モータの損失を軸ごとに算出するモータ損失算出手段320と、アンプの損失を軸ごとに算出するアンプ損失算出手段330と、モータ損失とアンプ損失との和を軸損失として軸ごとに算出する軸損失算出手段350と、軸損失の全軸に関する総和に対する、軸毎の軸損失の比率に基づいて、全損失を軸毎に分配した損失を軸ごとに求める損失分配手段360と、モータ出力と分配軸損失との和を軸電力として軸ごとに求める軸電力算出手段370とを備える。
(もっと読む)
加工機械
【課題】作動状態を監視するための加工機械の提供。
【解決手段】本発明に係る加工機械は、加工工具を交換可能に取り付けられる加工主軸及び加工主軸を駆動する電気モータが取り付けられたモータによって複数の座標軸に沿って移動可能な機械加工ユニットと、プログラム可能な制御ユニットと、加工機械の作動状態を監視する手段とを備え、少なくとも1つの作動パラメータを検出する少なくとも1つのセンサ・システムが、作動パラメータに関連する加工機械の構成部材に配置され、評価ユニットが、センサ・システム及び制御ユニットの双方に結合され、センサ・システムによって検出された測定値を処理するようになっており、光学表示装置が、操作者が直視できる範囲に設けられ、評価ユニットからのデータに基づき、加工機械の正常な作動状態、注意すべき作動状態、及び危険な作動状態を表示するようになっている。
(もっと読む)
ロボット制御装置およびロボット制御方法
【課題】 ブレーカの容量を低減させつつ、ロボットの遮断動作の頻度を低減させることができ、しかも異常原因の検証を容易に行うことができるロボット制御装置を提供する。
【解決手段】 複数のモータ2jの速度をそれぞれ検出する速度検出器10jと、複数のモータ2jに流れる電流をそれぞれ検出する電流検出器9jと、モータ2jの速度ωjおよびモータ2jに流れる電流Ijからロボットの推定消費電力Pを算出する演算器81と、推定消費電力Pがブレーカ4の電流許容値を基準として異常であるか否かを判定する判定器82と、当該判定において推定消費電力Pが異常であると判定された場合に、ロボットをブレーカ4のトリップを回避するよう制御するための制御器83とを備えている。
(もっと読む)
工作機械の振動抑制装置
【課題】再加工の際にもびびり振動を発生させずに加工を行えるようにする。
【解決手段】加工中にびびり振動が発生し、回転速度の変更によってびびり振動の発生が抑制された場合(S1〜S8)、演算装置は、S9で変更の前後の回転速度を対にして記憶装置に記憶する。そして、新たな加工を行う場合、S1で回転速度を入力すると、NC装置は、S2で、入力された回転速度が記憶装置にあるか否か、すなわち記憶されている対の回転速度のうち、変更前の回転速度と同じか否かを判別する。ここで、入力された回転速度が前回の変更前の回転速度と同じ場合、S11で、これと対になっている変更後の回転速度で主軸を回転させる。
(もっと読む)
数値制御工作機械
【課題】テーブル上に治具等を介して取り付けられたワークの実際の三次元の状態を迅速に計測することができる数値制御工作機械を提供する。
【解決手段】工具101の長さ及び径を計測する工具計測センサ104と、ワーク1の三次元的な形状と位置及び向きとをレーザ光等により非接触で計測するワーク計測センサ105と、ワーク計測センサ105からの情報に基づいて、加工開始点の位置及び基準面の傾きを求めた後、入力されている加工プログラムに基づいて、センサ104,105からの情報並びに加工開始点の位置及び基準面の傾きから、ワーク1に対して加工を施すように主軸102等の作動を制御しながら、工具101がワーク1に接触せずに移動する非加工領域に位置しているときに、加工プログラムでの工具101の移動速度よりも速く工具101を移動させるように主軸102等の作動を制御する制御装置106とを備える数値制御工作機械100とした。
(もっと読む)
数値制御工作機械
【課題】テーブル上に治具等を介して取り付けられたワークの実際の三次元の状態を迅速に計測することができる数値制御工作機械を提供する。
【解決手段】工具101の長さ及び径を計測する工具計測センサ104と、ワーク1の三次元的な形状と位置及び向きとをレーザ光等により非接触で計測するワーク計測センサ105と、ワーク計測センサ105からの情報に基づいて、加工開始点の位置及び基準面の傾きを求めた後、入力されている加工プログラムに基づいて、センサ104,105からの情報並びに前記加工開始点の位置及び前記基準面の傾きから、ワーク1に対する加工を目的とする最終形状までシミュレーションで行うことにより、規定値以上の加工負荷の有無及び前記ワークに対する取り残しの有無を求め、求められた結果を表示装置112で表示させる制御装置106とを備える数値制御工作機械100とした。
(もっと読む)
振動抑制装置
【課題】現在の閾値がどのような値として設定されているかを作業者が容易に把握することができる振動抑制装置を提供する。
【解決手段】実加工前の最大加速度に基づいて閾値を新たに変更設定するとともに、元の閾値や変更後の閾値をフーリエ解析の解析結果に関連づけて表示装置に表示するようにした。したがって、作業者は実加工時に閾値がどのように設定されているかを容易に把握することができる。また、「びびり振動」の発生を示す最大加速度が検出されたにも拘わらず、閾値が高く変更設定されすぎて検出できないような事態を容易に見つけ出すことができる。
(もっと読む)
加工機の運転状態表示方法
【課題】 加工機械の運転状態である通電状態、アラーム状態等、非常停止状態等を数多く表示するほど表示灯は、タワー状態となり、従って背Lが高くなるので、機械の運搬および搬入の際に高さが妨げとなるということがあり、このことを取り除いた加工機の運転状態表示方法を提供する。
【解決手段】 加工機の周囲を覆うカバー面に運転状態により、予め定められた色を表示する平面状の照明装置を設けたことを特徴とする加工機の運転状態表示方法とした。また、この平面状の照明装置は、LED発光素子を使用して構成し、照明装置を制御する制御装置のソフトウェアにより、加工装置の運転状態を判別し、所望の発光色にて表示する。さらに加工機のカバーの凹部に配置される用設置されて、目にやさしい発光とするように構成される。また、この照明装置には、磁石を用いて所望の機械のカバー面に移設できるよう、取り外し、また貼り付けを可能とする構成とした。
(もっと読む)
ロボット教示システム
【課題】作業効率の向上化が図れ、なお且つ、危険も伴わないロボット教示システムを提供することを目的としている。
【解決手段】ワークWに対して溶接等の作業を行うロボット1と、前記ロボット1の作業現場を撮影可能な複数の多視点画像撮影カメラ2と、前記各多視点画像撮影カメラ2によって撮影された画像を取得し、且つ、その取得した画像から前記ロボット1の作業現場の任意視点画像を生成する画像生成手段と、前記生成された任意視点画像を表示する表示手段と、前記表示された画像を用いて前記ロボット1の作動を指示可能な指示手段と、前記指示手段によって指示された作動に応じて前記ロボット1を制御するロボット制御手段とを有してなる。
(もっと読む)
数値制御装置
【課題】メンテナンス通知が発生しても、工作機械操作者が工作機械を停止することがなく、生産性を高めることができる数値制御装置を提供すること。
【解決手段】CPU2は、現在の時間と、現在のアラーム番号と対応付けてRAM4に記憶された表示時間とを比較する(S30)。現在の時間が、表示時間の範囲外の場合、CPU2は、表示許可時間帯ではないと判断し(S30:NO)、アラームを表示するステップS40を省略する。
(もっと読む)
移設検出システム
【課題】一定範囲内での機械の移動を許容しつつも機械の移設を検出できる移設検出システムを提供する。
【解決手段】移設検出装置20に対して数値制御装置1A〜1Cを配線11A〜11Cで接続する。数値制御装置1A〜1Cは、配線11A〜11Cが届く範囲内であれば移動できる。移設検出装置20には、数値制御装置1A〜1Cの固有IDを記憶しておく。数値制御装置1A〜1Cの起動時に自身の固有IDが移設検出装置20に記憶されていなければその数値制御装置の起動を禁止する。
(もっと読む)
移設検出システム
【課題】機械の電源の状態に関わらず、電力を安定して利用できる移設検出システムを提供する。
【解決手段】移設検出装置20は交流電源35からの電源を使用する。異常電圧検出回路26がAC/DC変換機32の出力電圧の異常を検出した場合、スイッチ41をオフし、スイッチ42をオンすることで、数値制御装置1Aの交流電源16からの電力供給を利用する。交流電源35,16の何れも使用できない場合、スイッチ42をオフし、スイッチ43をオンすることで、バッテリ28からの電力供給を利用できる。従って、交流電源35,16の状態に関わらず、電力を安定して利用できる。
(もっと読む)
工作機械
【課題】不正移設を検知し、不正移設後の工作機械の起動を禁止する。
【解決手段】工作機械の本体フレームの底部の溝部2c内に、フォークリフトのフォークからの外力で残留応力が残る銅板製の被測定部材28を設け、被測定部材28の一端に加振器29を他端に振動検出器30を設置し、工作機械の設置後の初期に加振器29と振動検出器30を介して振動を付加して振動データを取得し、基準波形パターンである第1振動特性を演算し記憶しておく。工作機械の電源投入時に、前記同様に今回の振動データを取得し、今回の波形パターンである第2振動特性を演算し記憶しておく。工作機械の移設がない場合には、第1,第2振動特性が一致するが、フォークリフトによる搬送を介して工作機械を移設した場合、被測定部材28の内部に残留応力が残るため、第1,第2振動特性が一致しなくなるため、その場合は工作機械の起動を禁止する。
(もっと読む)
移動体駆動制御システムの異常監視装置
【課題】コンピュータ(CPU)で制御するサーボ系において、コンピュータの異常検出遅れ時間の短縮、異常検出からサーボモータの減速停止動作開始までの空走時間の短縮及び異常停止時のショック軽減を実現できるようにする。
【解決手段】移動体駆動制御システムは、サーボモータ11を駆動するサーボアンプ12と、該サーボアンプ12に速度指令を出力するサーボ指令部13と、サーボ指令部13を制御するCPU(コンピュータ)14とから構成されている。サーボ指令部13内には、CPU14の動作が異常になっていないか否かを監視する異常監視手段22と、この異常監視手段22によりCPU14の異常が検出されたときに所定の減速停止プロファイルに従ってサーボモータ11を減速して停止させるようにサーボアンプ12に出力する速度指令を変化させる異常時減速停止手段23としての機能が組み込まれている。
(もっと読む)
1 - 20 / 69
[ Back to top ]