
Fターム[4F206AD03]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | 無機物質 (1,090) | 金属 (883)
Fターム[4F206AD03]に分類される特許
1 - 20 / 883
金属成形樹脂複合筐体用加飾シートおよび金属成形樹脂複合加飾筐体
端子付電線及びその製造方法
アンテナ装置及びその形成方法
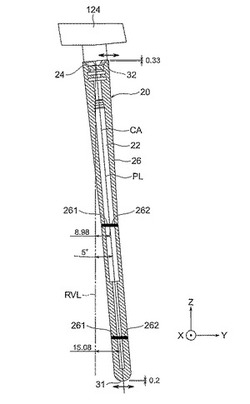
【課題】部品点数や製造工数を増加させることなく、インサート成形を行うこと。
【解決手段】中心軸(CA)を持つロッド状アンテナコア(22)と、このロッド状アンテナコアの基端部に連結された導電性接続金具(24)と、ロッド状アンテナコアの先端頂部から導電性接続金具に至る外周面に一体成形された樹脂(26)と、を有するアンテナ装置(20)において、樹脂(26)には、当該樹脂を成形する際にロッド状アンテナコア(22)を押さえるための複数本の押さえピンのそれぞれの穴(261;262)が、ロッド状アンテナコア(22)の中心軸(CA)と直交する方向に対して所定角度(5°)傾斜した状態で、穿設されている。
(もっと読む)
金属部品の製造方法、及び複合成形体

【課題】レーザーで金属部品の表面に粗面を形成して、金属部品と樹脂部品との密着性を向上させる技術において、さらに、金属部品と樹脂部品との密着性を向上させる技術を提供する。
【解決手段】レーザーで金属表面に粗面を並ぶように形成させて、樹脂部品と接合させる金属部品を製造する方法において、隣り合う粗面の間隔と粗面を形成する凹凸の深さとを調整する。より具体的には、隣り合う粗面の間隔を250μm以下に調整し、粗面を形成する凹凸の深さを50μm以下に調整する。
(もっと読む)
電動パワーステアリング装置
【課題】減速歯車機構を収容するギヤボックスが軽量で信頼性が高い電動パワーステアリング装置を提供する。
【解決手段】電動パワーステアリング装置は、減速歯車機構30を収容するハウジング部材33Aと、ハウジング部材33Aの開口部を覆うカバー部材33Bとが、ボルト33C及びナットにより締結され一体化されたギヤボックス33を備えている。このハウジング部材33A及びカバー部材33Bは、ボルト33Cが挿通されるボルト穴37を有する金属製の芯金36A,36Bをインサートとした樹脂材料のインサート成形によって製造されたものである。この樹脂材料は、気泡径が1μm以上50μm以下の気泡を有する発泡プラスチックを含有する材料である。
(もっと読む)
フィルムインサート成形品の融解損傷予測方法
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
複合成形体の製造方法
【課題】金属成形体と樹脂成形体との接合強度が高められた複合成形体が得られる製造方法の提供。
【解決手段】金属成形体10の接合面に対して、ドット状の独立した複数の孔11を形成するようにレーザー照射する工程と、ドット状の独立した複数の孔11を形成した金属成形体10の接合面を含む部分を金型内に配置して、前記樹脂成形体となる樹脂をインサート成形する工程を有する複合成形体の製造方法であって、レーザース照射工程において1つの孔11を形成するとき、前記孔の開口部径(D)と前記孔の深さ(dep)との比(dep/D)が1.0〜10の範囲になるようにする、複合成形体の製造方法。
(もっと読む)
射出成形装置
【課題】簡単な構造で金型の型締め力の調整及び保持を可能にし、効率的に製品を製造する射出成形装置を提供する。
【解決手段】型締めユニット2は、支柱7の上部に配置されており、型締めフレーム8と、クサビ9と、保持ピン10と、上型昇降ガイド11と、上型14a及び下型14bからなる金型14とを備えている。金型14の型締め力は、外部加圧ユニット4によりクサビ9を押圧し、クサビ9を固定クサビ板18aと移動クサビ板18bとの間に挿入して型締め力を発生させ、外部加圧ユニット4の加圧力を低下させることでクサビ9を後退させ型締め力を弱くすることができる。後退させたクサビ9は、案内部12aのピン穴17に挿通された保持ピン10をクサビ9の保持穴22に挿入して、クサビ9をその位置で保持することで型締め力を保持することができる。
(もっと読む)
樹脂プーリ
【目的】動作時において、静粛且つ寸法精度の高い樹脂プーリとすること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
(もっと読む)
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
ラックアンドピニオン式ステアリング装置
【課題】必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供する。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
(もっと読む)
複合基板および複合基板の製造方法
【課題】 特殊な工具や作業工数を要することなく、簡易に射出成形基板とプリント配線基板とを接合することが可能な複合基板の製造方法等を提供する。
【解決手段】 回路導体13を所定位置にピン等で射出成形金型である金型19a、19bに固定する。この際、プリント配線基板15を所定の位置に配置し、プリント配線基板5のパット15と回路導体13とを接触させる。この状態で、金型19a、19bにより形成されるキャビティ内に樹脂11を射出して射出成形を行う。金型19a、19b内に樹脂11を射出する際、射出温度によって回路導体13(めっき層17)の温度が上昇する。射出温度がめっき層17の溶融温度よりも高ければ、射出時にめっき層17が溶融する。したがって、回路導体13の表面とパット15との接触部において、めっき層17が溶融し、その後の冷却時にろう付けされる。
(もっと読む)
接着体の製造方法
【課題】インサート部品の温度が30〜150℃という比較的低温の状態でも、インサート部品と熱可塑性重合体組成物とを強固に接合させ得る、インサート成形による接着体の製造方法を提供すること。
【解決手段】インサート部品を保持した金型へ熱可塑性重合体組成物を充填して成形するインサート成形による接着体の製造方法であって、熱芳香族ビニル化合物単位を含有する重合体ブロックと共役ジエン化合物単位を含有する重合体ブロックとを有するブロック共重合体またはその水素添加物である熱可塑性エラストマー(A)100質量部に対して、ポリビニルアセタール樹脂(B)1〜100質量部、極性基含有オレフィン系共重合体(C)5〜100質量部および軟化剤(D)0.1〜300質量部とを含有する熱可塑性重合体組成物を用い、かつインサート成形時のインサート部品4の温度を30〜150℃にする、接着体の製造方法。
(もっと読む)
アルミ基材及びアルミ樹脂接合体の製造方法
【課題】アルミ基材と樹脂成形体との間において優れた接合強度を有するアルミ樹脂接合体の製造方法を提供する。
【解決手段】アルミニウム又はアルミニウム合金からなるアルミ基材の表面の一部又は全面を、塩化銅を含有する塩化銅水溶液でエッチング処理し、次いで、水酸化アルカリ水溶液を用いてアルカリ処理し、その後、酸水溶液を用いて酸処理して、このアルミ基材の表面に凹凸構造が形成された表面処理済アルミ基材、及びこれに樹脂成形体を接合させたアルミ樹脂接合体を製造する方法である。
(もっと読む)
インサート成形用接着積層体
【課題】インサート成形時における溶融樹脂のインジェクション圧力により金属インサート部材表面に積層した接着剤が押し流されるのを防止し、インサート部材と射出樹脂との良好な接着性が形成できるインサート成形用接着積層体を提供することを目的する。
【解決手段】ポリオレフィン系樹脂に極性基を導入した変性ポリオレフィン系樹脂組成物からなるホットメルト接着フィルムを布に予め含浸させておいた接着層を金属インサート部材に積層してインサート成形を行なうことにより上記課題が解決されることを見出した。
(もっと読む)
インサート成形用積層接着フィルム
【課題】本発明は、変性ポリオレフィン系樹脂からなる接着剤(接着フィルム)と、ポリフェニレンサルファイド系樹脂フィルムを積層したインサート成形用積層接着フィルムに関し、VOCフリーで生産性の高い方法により金属部材上にポリフェニレンサルファイド系樹脂と接着性良好な接着層を形成しうる接着フィルムを提供することを目的としている。
【解決手段】エチレン性二重結合および極性基を同一分子内に含む単量体を用いてグラフト変性した変性ポリオレフィン系樹脂からなる接着剤(接着フィルム)と、ポリフェニレンサルファイド系樹脂フィルムが積層されたインサート成形用積層接着フィルム。
(もっと読む)
複合成形品
【課題】金属とポリオレフィン系樹脂とを反応性接着剤を使用して接合する方法では、接着剤の保管や接着剤の塗布工程の管理のために所定の設備が必要になり、このような設備を有さない場合には製品の接合強度の安定化が得られない。
【解決手段】この発明に係る複合成形品は、金属と樹脂からなる複合成形品であって、金属は樹脂との接合面上の少なくとも一部にスズ化合物を担持し、樹脂は分子の少なくとも一部にヒドロキシル基を有するポリオレフィン系樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成される。
(もっと読む)
インサート樹脂成形品
【課題】ボルトの取付精度を低下させずに、ねじ締付け力が低下し難いインサート樹脂成形品を提供する。
【解決手段】バスバー17の貫通穴41に軸部39を挿通された第2インサートボルト21の頭部37が、バスバー17の締付面43と共に樹脂材15によってインサート成形されるヒューズブロック11であって、締付面43には、貫通穴41の開口縁45より外周側において頭部37と当接し、貫通穴41の開口縁45を囲む環状突起47が設けられている。
(もっと読む)
射出成形品
【課題】成形後の冷却時に、合成樹脂部に応力が集中して割れや欠けが生じるおそれを防止することができる射出成形品を提供する。
【解決手段】金属製の外枠12に合成樹脂部13を射出成形する。外枠12と合成樹脂部13との間には、合成樹脂部13の温度低下にともなう収縮等に際して応力を分散するための凹凸形状の応力分散部17を設ける。応力分散部17は、外枠12に形成された孔17aと、その孔17a内に位置する合成樹脂部13の凸部17bとより構成する。
(もっと読む)
電子機器の筐体、金型、インサート成形装置、電子機器の筐体の成形方法、及び電子機器
【課題】金属板をインサート成形して表面に取付台部を形成した電子機器の筐体について、反りの発生を抑制する。
【解決手段】本発明は、周縁部に屈曲された補強部を一体に備えた金属板20と、補強部を覆うようにインサート成形により形成された樹脂製の枠体21とを備え、枠体21は、金属板20の表面側の表面に段差状の取付台部21aが形成されるとともに、金属板20より表面側の肉厚T12と裏面側の肉厚T13とが等しく形成されている。
(もっと読む)
1 - 20 / 883
[ Back to top ]