
Fターム[5H043HA39]の内容
電池の接続・端子 (64,790) | 製造、処理 (7,014) | 製造装置、治具、工具 (215) | 耳、タブ、ラグ、リードの製造 (112)
Fターム[5H043HA39]の下位に属するFターム
耳、タブ、ラグ、リードの溶接 (74)
Fターム[5H043HA39]に分類される特許
1 - 20 / 38
固体電池及びその製造方法
【課題】導電性部材の破損を防止することが可能な、固体電池及びその製造方法を提供する。
【解決手段】積層された複数の電極体を有する積層体を具備し、複数の電極体は、対称軸を挟んで対応する電極体同士が導電性部材を介して接続され、相対的に対称軸から遠い電極体同士を接続する導電性部材は、相対的に対称軸に近い電極体同士を接続する導電性部材よりも長い固体電池とし、複数の導電性部材に間隔を開けてそれぞれ複数の電極体を形成する工程と、その後に複数の導電性部材を積層する工程と、を有し、積層された複数の導電性部材の外側に位置すべき間隔が、内側に位置すべき間隔よりも広くなるように複数の電極体が形成される、固体電池の製造方法とする。
(もっと読む)
密閉型電池

【課題】内部短絡を防止し、誤作動を起こすことなく、安全機構が速やかに作動する密閉型電池を提供する。
【解決手段】内部に、電極体とその上面に配置された絶縁体を収納した外装缶の開口部が、圧力増大によって作動する安全機構を有する封口体により、絶縁ガスケットを介して、カシメ封口された密閉型電池において、外装缶は内側に突出した凸部を備える溝入れ部を有し、絶縁体は、周縁鍔部と、周縁鍔部に続く周縁鍔部よりも一方面側が盛り上がった肉厚の本体部とを有してなり、絶縁体は、本体部の盛り上がり面を封口体側に向けた状態で、溝入れ部凸部よりも電極体側に配置され、溝入れ部凸部が絶縁体の周縁鍔部に当接することによって、電極体が外装缶内に位置決めされた構造であり、電極体の封口体側の端面と封口体の下面との間でかつ外装缶の内壁と絶縁ガスケットとで囲まれた電池内空間内に占める絶縁体の体積占有率が、70〜77%に規制されている。
(もっと読む)
集電板整形装置
【課題】 角形電池の集電板における短絡不良を容易に検出すると共に、切断時のバリや、集電板と極板との溶接時に生じるスパッタの存在を原因とする短絡を未然防止する。
【解決手段】 角形電池用の極板群10における向かい合う面に、両側縁に折曲部21を有する集電板20を固着した電池ユニットを金属製の電槽30に収納し、その後、電槽30の厚さ方向にて向かい合う折曲部21の対応箇所を挟むように加圧する。その加圧下において、電槽30と電池ユニットにおける集電板20との短絡検査を実行する。折曲部21に突起異物が存在する場合には、加圧することにより、電槽30と集電板20とが短絡するため、集電板20の形状を要因とする短絡不良を検出できる。
(もっと読む)
ラミネート電池
【課題】電極タブ12、13と接続している集電体の巻きズレや積層ズレの発生を防止して両集電体間の短絡を防止し、集電体が引き出される時に生じる応力により集電体に設けられた活物質の脱落を防止することにより、電池の容量低下を防止するラミネート電池10を提供すること。
【解決手段】曲げ部23を有する電極タブ12、13を絶縁皮膜で覆い、曲げ部23を覆う絶縁皮膜は、曲げ部23以外を覆う前記絶縁皮膜よりも柔軟性を高くすること。
(もっと読む)
リード部材、およびリード部材の製造方法
【課題】異種金属同士の接合性に優れるリード部材と、固相接合に用いる金型の寿命の低下を抑制できて生産性に優れるリード部の製造方法を提供する。
【解決手段】リード部材10は、Alを主体とするAl部材11と、Al部材11の一端側に接合されてAl部材11と異なる金属を主体とする相手部材12とを具え、両部材11、12のいずれか一方が電極に電気的に接続される。リード部材10は、Al部材11と相手部材12との重複箇所13を具える。重複箇所13は、凹型の圧接痕16が形成されて、両部材11、12が固相接合された接合領域13jと、この接合領域13j周辺において両部材11、12が対面している周辺領域13rとを有している。接合領域13jの界面は、両部材11、12の各構成材料から構成されている。周辺領域13rの界面には、表面処理により形成されたAlの化合物からなる表面処理層が存在しない。
(もっと読む)
非水電解質電池モジュール
【課題】高容量で且つ安全性が高い非水電解質電池モジュールを提供する。
【解決手段】非水電解質電池モジュール100は、非水電解質電池1〜nを備える。非水電解質電池1〜nの各々は、正極リード11と、負極リード12とを有する。非水電解質電池1〜n−1の正極タブ11は、それぞれ、非水電解質電池2〜nの負極タブ12に溶接される。そして、非水電解質電池1〜nの各々の正極タブ11は、NiまたはNi−Cr合金からなる金属がアルミニウム板に埋め込まれた構造からなる。NiまたはNi−Cr合金からなる金属は、正極タブ11の端面から10mmの位置でアルミニウム板に埋め込まれ、5mmの幅および100μmの厚みを有する。
(もっと読む)
端子付電気化学セル
【課題】耐熱性に優れ且つリフローハンダ付が可能であり、基板上に表面実装する際、占有スペースが最小限である端子付電気化学セルを提供する。
【解決手段】端子付電気化学セルは、正極と負極となる2つのセルケースを有する所定高さのボタン型或いはコイン型の電気化学セルと、該電気化学セルを基板上に表面実装するために2つのセルケースにそれぞれ溶接された2つの端子とを備える。前記2つの端子の一方は、前記2つのセルケースの一方に溶接されたA面と該A面と連続するセル高さ方向のB面と該B面と連続するハンダ付け用のC面とを有し、前記2つの端子の他方は、前記2つのセルケースの他方に溶接された面と該面と連続するハンダ付け用の面とを有し、前記2つの端子の他方は、前記2つのセルケースのうちの直径が大きい方のセルケースに外接する正方形を描いたときに該外接正方形よりも外側に突出していない。
(もっと読む)
電池間接続構造及び接続方法
【課題】コストの削減、接触の信頼性の向上、及び部品点数の削減が可能な電池間接続の提供。
【解決手段】ラミネートセル21の電極端子22同士を接続する電極端子の接続構造において、電極端子はシート状を呈し、かつ電極端子同士は導電性を有する接続部材23を介して接続されるものである。接続部材は複数の接続箇所25を有し、接続されるべき電極端子の一方と他方とを、接続部材の互いに異なる接続箇所に接続する。
(もっと読む)
金属リードとその製造方法
【課題】押圧面に凹凸のない平坦な圧接ダイスを用いて、アルミニウム板に冷間圧接により銅板を接続一体化した金属リードとその製造方法を提供する。
【解決手段】矩形状のアルミニウム板5の一方の端部分に銅板7を冷間圧接により接合し、該接合部分を絶縁樹脂フィルムで覆った金属リードで、アルミニウム板5の端部分の接合面5aの酸化膜が除去された状態で、銅板7と接合されていることを特徴とする。なお、アルミニウム板5の端部分の接合面5aの酸化膜は、研磨または斜め剪断により除去し、押圧面が平坦な圧接ダイス10a,10bで接合する。
(もっと読む)
非水電解質二次電池及びその製造方法
【課題】端子部の腐食が抑制され各端子部と電極群との接続状態を長期に亘って良好に維持することができると共に、歩留まりを向上することができる非水電解質二次電池及びその製造方法を提供する。
【解決手段】セパレータ23を介して配された正極板21と負極板22とを備える電極群20と、正極板21及び負極板22のそれぞれに接続される一対の集電部材30と、電極群20及び集電部材30が収容される外装部材40,50と、を有し、集電部材30が、金属板を絞り加工することによって一体的に形成されて外装部材50の外側まで突出すると共にその外周面に雄ねじ部36が形成された突部35を含む端子部60を備える構成とする。
(もっと読む)
リチウムイオン電池およびその製造方法
【課題】リチウムイオン電池の信頼性を向上させることができる技術を提供する。
【解決手段】本発明の特徴は、ねじれなどのストレスが加わった場合に、強制的に曲がりやすい屈曲部BND1を正極集電タブPTABに設けるとともに、この屈曲部BND1の位置をセパレータSP1(SP2)の上端部と正極集電リングPRの間に形成する。さらに、この正極集電タブPTABに設けられた屈曲部BND1が伸縮性を有する。これにより、正極集電タブPTABにねじれなどのストレスが印加される場合であっても、集電タブ自体の破損、セパレータの破損、および、活物質の剥離を抑制して、リチウムイオン電池の信頼性を向上することができる。
(もっと読む)
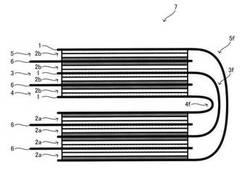
二次電池、二次電池の製造装置および製造方法
【課題】複数の電極リード束ねた状態で複数回折曲げ等行う場合でも、電極リード自体またはその両端の電極タブや電極端子との接合部分での損傷を防止でき、生産性も良い二次電池を提供する。
【解決手段】電極端子8と、並んで配置された複数の電極板4と、前記電極端子と前記複数の電極板4とにその両端が接合され、当該電極端子と複数の電極板4とを電気的に接続する積層された複数の接続板材7と、を具備し、前記積層された複数の接続板材7は、前記電極端子と前記複数の電極板4との間において蛇行状に折畳まれてなることを特徴とする二次電池1。
(もっと読む)
二次電池
【課題】電極タップに溶接されるリード線の溶接特性を向上させた二次電池を提供する。
【解決手段】本発明の二次電池は、電極タップ124、125を外部に露出させたベアセル100と、電極タップに溶接されてベアセルを他の素子と電気的に接続するリード線300とを備え、リード線300は、電極タップが溶接される溶接領域と、溶接領域以外の領域であるリード領域とを備え、溶接領域は第1層及び第2層からなり、第2層は第1層に比べて電気電導度が高いことを特徴とする。
(もっと読む)
電池
【課題】薄型化に有利な電池を提供する。
【解決手段】電池本体2に金属体31が接合された電池であって、金属体31は、上層部33と、外周が上層部33の外周より延出した下層部32とが接合されており、金属体31に、切り取り部7a、8aが形成されたプレート7、8が接合されており、切り取り部7a、8aと金属体31の上層部33とが係合している。このことにより、プレート7、8を金属体31に係合させた状態で、プレート7、8を金属体31に接合でき、プレート7、8の強固な固定が可能になる。あわせて、金属体31をプレート7、8の幅より延出させる必要がなく、薄型化に有利になる。
(もっと読む)
蓄電池
【課題】
導通部の外周面と合成樹脂との結着力を強化して導通部と蓋体との間の隙間を通って電解液が端子側へ移動し難くし、端子が長期間に渡って変色する又は腐食するといったことを阻止する。
【解決手段】
電槽の上部開口を覆う合成樹脂製の蓋体1に端子2,3を備えるとともに、電力を取り出すための極柱Sが挿入されて溶接される筒状のブッシング6,7を備え、前記端子2,3の下部側とブッシング6,7とを連結するための導通部15を備え、前記ブッシングを上方から覆うための上蓋5を備えてなる蓄電池において、前記端子2,3とブッシング6,7と導通部15とが一体成型により端子部を構成するとともに、前記導通部15をそれの外形が円形又は楕円形となる形状に構成し、前記端子部のうちの少なくともブッシング6,7の下側部分と該導通部15とがインサート成型により前記蓋体1に埋め込まれている。
(もっと読む)
電極組立体及びこれを有する二次電池
【課題】電極組立体及びこれを有する二次電池に関する。
【解決手段】本発明の一実施例によると、正極活物質及び正極タブを有する正極板;負極活物質及び負極タブを有する負極板;及び、前記正極板と前記負極板の間に介在されたセパレータを含み、前記正極タブと対応する前記負極板には負極無地部が形成され、前記負極タブと対応する前記正極板には正極無地部が形成された電極組立体及びこれを有する二次電池が開示される。このようにして、本発明の一実施例によると、積層厚さが均一で、容量が増加し、製造工程中電極板の損傷現象が防止される電極組立体及びこれを有する二次電池を提供する。
(もっと読む)
電池およびその製造方法
【課題】 電池ケースの開口部と蓋板部材との嵌め合い精度を確保し得る電池およびその製造方法の提供。
【解決手段】 電池要素を収納する電池ケースと、該電池ケースの開口部を塞ぐ蓋板部材とを備え、前記蓋板部材に装着口部が形成され、該装着口部に装着される端子構造部が設けられ、該端子構造部は、電極端子が前記蓋板部材に対して外部へ突出するよう設けられるとともに集電用部材が電池ケース内部に突出するよう設けられる金属板を有し、かしめにより集電用部材および前記電極端子が前記金属板に固定されて、該金属板が前記装着口部を塞ぐように蓋板部材に装着されている構成の電池。
(もっと読む)
積層式電池および組電池
【課題】電池の内部抵抗を上げることなく内部短絡等で異常電流が流れた場合の電池の安全性を確保することが可能な積層式電池を提供すること。
【解決手段】複数枚の正極板1と負極板とをセパレータを介して交互に積層し、各極板から延出した正極リード11および負極リードを正極集電端子および負極集電端子にそれぞれ積層し接合して積層式電池とし、正極リード11に切れ込み35を形成し、リード11を通過する電流C11が切れ込み35によって複数(2つ)の経路D1、D2に分岐して流れ、複数の経路D1、D2のうちの一方の経路D1における最大電流密度が他方の経路D2における最大電流密度の1.5倍以上となるようにする。
(もっと読む)
二次電池用電極組立体の製造方法
【課題】二次電池用電極組立体の製造方法を提供する。
【解決手段】第1活物質がコーティングされた第1活物質部及び第1活物質部の一側に配された第1無地部を備える第1電極板を準備する工程と、第2活物質がコーティングされた第2活物質部及び第2活物質部の一側に配された第2無地部を備える第2電極板を準備する工程と、セパレータを準備する工程と、セパレータを第1電極板と第2電極板との間に介在したままで巻き取る工程と、第1無地部及び第2無地部の所定の領域を除去して、第1電極板に対応する第1電極タブ群及び第2電極板に対応する第2電極タブ群を形成する工程と、を含む二次電池用電極組立体の製造方法である。
(もっと読む)
電池タブの製造方法とフープ材
【課題】連続処理により生産効率に優れた電池タブの製造方法を提供する。
【解決手段】電池タブの製造方法であって、長尺帯状のフープ材10の幅方向両端部近傍を長手方向に押圧する第1工程と、フープ材10の表裏面に幅方向に延びる帯状のメッキ層23bを長手方向に所定間隔で形成する第2工程と、フープ材10の表面全体に耐食コート層を積層する第3工程と、メッキ層23bに沿って(切断線25に沿って)フープ材10を幅方向に切断する第4工程とを有する。
(もっと読む)
1 - 20 / 38
[ Back to top ]