
国際特許分類[B24B49/10]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | 電気的装置を有するもの (339)
国際特許分類[B24B49/10]に分類される特許
21 - 30 / 339
研磨ヘッドの高さ方向の位置の調整方法及びワークの研磨方法
【課題】研磨ヘッドの高さ方向の位置を安定して高精度に調整可能な研磨ヘッドの高さ方向の位置の調整方法を提供し、研磨するワークの平坦度を向上し、ワーク間の平坦度のばらつきを抑制することを目的とする。
【解決手段】ワークが保持されていない研磨ヘッドを研磨布と接触しない高さ方向の位置に位置決めした後、研磨ヘッドと定盤の少なくとも一方を回転させる工程と、高さ調整機構によって研磨ヘッドを研磨布に接触させるまで近づけながら、回転させた研磨ヘッドと定盤の少なくとも一方の負荷トルク電流をトルク測定機構によって測定し、該測定した負荷トルク電流の変化量が所定の閾値を超えた時点の研磨ヘッドの高さ方向の位置を基準位置として設定する工程と、設定した基準位置からの距離に基づいて、研磨ヘッドの高さ方向の位置を所定位置に調整する工程とを有する研磨ヘッドの高さ方向の位置の調整方法。
(もっと読む)
研削加工装置及び研削加工方法

【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
研削加工装置及び方法
【課題】カップ砥石の摩耗やワークの形状を簡易に監視しつつ加工を行うことができる研削加工装置及び方法を提供すること。
【解決手段】砥石部材20に付随して設けられた付随センサ51が研削対象10の形状に関する情報を測定するので、研削対象10を第1ホルダ37から外さずに測定することができ、加工の途中段階で研削対象10の加工状態を確認することができる。これにより、第2ホルダ37等が変位しても、研削対象10の形状のズレ又はこれに相当する砥石部材20の摩耗を監視しつつ研削対象10の加工を行うことができる。
(もっと読む)
研磨装置、および、研磨方法
【課題】簡単な構成でウェーハの取り代を適切に制御可能な研磨装置を提供すること。
【解決手段】バッキングパッド32およびリテーナリング33が一体化された研磨ヘッド3を備えた研磨装置1であって、ウェーハWの研磨中にリテーナリング33が研磨パッド23上のスラリーPから受けるリテーナ液圧Frを測定するリテーナ液圧測定手段35と、このリテーナ液圧測定手段35で測定されたリテーナ液圧Frに基づいて、研磨ヘッド3に付与するヘッド加圧力Fh、定盤22の回転数、および、1バッチあたりの研磨時間のうちの少なくとも1つのパラメータを設定するパラメータ設定手段と、を備え、研磨制御手段は、パラメータ設定手段で設定されたパラメータに基づいて、回転駆動手段および研磨ヘッド加圧手段のうち少なくとも一方を制御する。
(もっと読む)
半導体ウェハの研削方法
【課題】研削装置に砥石を取り付けて目立てを行った後は、粗加工および仕上げ加工においてノーメンテナンスで砥石表面の粗さを維持し砥石消耗量の少ない連続安定性に優れた研削方法を提供する。
【解決手段】チャックテーブルユニット41を第1の回転数で回転させた状態で、半導体ウェハ3に対して、第1の速度で研削ユニット11を降下させながら半導体ウェハの主面を研削するステップS13と、半導体ウェハ2の厚さが、所定の厚さよりも少なくとも5μm厚い状態に達するタイミングで、チャックテーブルユニット41の回転数を第1の回転数よりも遅い第2の回転数とするステップS15と、半導体ウェハ3の厚さが、所定の厚さに達するタイミングで、研削ユニットを第1の速度よりも速い第2の速度で上昇させるステップS17とを備えている。
(もっと読む)
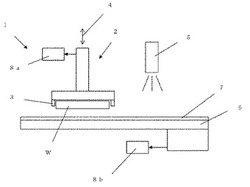
自動ドリル先端加工機
【課題】ドリルと砥石との相対位置検出時にドリルと砥石との衝突による損傷を防止する。
【解決手段】既定方向に移動自在に設けられかつ被加工材となるドリルWが把持されるチャックを有する主軸1と、既定方向に移動自在に設けられて主軸に把持されたドリルの先端にホーニングを形成するための加工を施す砥石4と、これら主軸と砥石とを既定方向に移動させるための駆動機構と、を具備する。主軸と一体に設けられてチャック内にあるドリル取り付け軸線と平行な位置関係に配置された計測用プローブ3と、主軸の移動範囲内に配置されてチャックに把持されたドリル及び計測用プローブを撮影する撮影カメラ20,21と、撮影カメラからのドリル及び計測用プローブの撮像情報並びに駆動機構からの駆動情報を取得し、それらの情報を基に、砥石によるドリルの先端にホーニングを形成する情報を駆動機構に発する制御手段と、を有する。
(もっと読む)
円筒研削加工方法、および円筒研削加工装置
【課題】ワークに形状不良および砥石焼けが発生することを抑制でき、ワークの加工精度を安定させることが可能な円筒研削加工方法、および円筒研削加工装置を提供する。
【解決手段】円筒研削加工装置10を用いて行われる、ワーク1を研削加工する方法であって、ワーク1の研削加工を行っている場合で、クーラント量測定手段14の測定値が所定の下限クーラント閾値Q1より小さい値になるときには、クーラント量変更手段13によりクーラント供給手段からのクーラント供給量を増加させ、クーラント量測定手段14の測定値が所定の上限クーラント閾値Q2より大きい値になるときには、クーラント量変更手段13により前記クーラント供給手段からのクーラント供給量を減少させ、たわみ量測定手段16の測定値が所定のたわみ閾値x1より大きい値になるときには、砥石送り手段により砥石11の送り速度を減少させる。
(もっと読む)
定寸装置
【課題】AEセンサをなるべく加工点の近くに設置し、加工中にS/N比の良い明瞭なAE信号を検出することによりワークの面粗さの推定及び砥石のドレスタイミングの検出を可能とするとともに、AEセンサの取り付けを容易にする。
【解決手段】研削加工中の加工物に接触してその寸法変化を検出しこれを電気信号として出力する測定ヘッドと、前記測定ヘッドのフィンガー部に取り付けられた接触子と、前記接触子からの電気信号に基づいて前記加工物の寸法を検出し、前記加工物が所定の寸法に加工されるように前記加工物を加工する工作機械を制御する定寸制御手段と、前記工作機械の加工具が前記加工物に接触する際のアコースティックエミッションを検出するため、前記加工物に直接接触する部位に取り付けられたAEセンサと、前記AEセンサの検出信号に基づいて前記加工物の加工状況を検出するAEセンサ制御手段とを備えたことを特徴とする定寸装置を提供する。
(もっと読む)
研削装置
【課題】スピンドルの回転が完全に停止したことを表示可能な研削装置を提供する。
【解決手段】チャックテーブルと、研削手段と、研削送り手段と、制御手段92とを備えた研削装置であって、該研削手段は、スピンドル22と、ラジアルエアベアリング80と、スラストエアベアリング82と、ハウジング20と、該スピンドル22の一端に連結されたホイールマウント24と、該ホイールマウント24に着脱可能に装着された研削ホイール25と、該スピンドル22の他端に連結されて該スピンドル22を回転するモータ23と、該ホイールマウント24又は該スピンドル22の何れかに配設された加速度センサ90とを含み、該制御手段92は、該加速度センサ90から出力される加速度値を受信する受信部94と、該受信部94で受信した加速度値を回転速度に変換する変換部96とを含んでおり、該変換部96で変換された回転速度を表示手段上に表示する。
(もっと読む)
研削異常監視方法および研削異常監視装置
【課題】閾値をより適切に設定することにより、工作物に加工変質層が発生した場合でも研削異常の判定精度を向上することができる研削異常監視方法および研削異常監視装置を提供する。
【解決手段】工作物Wを研削したときの研削負荷が変化すると工作物Wの加工変質層の厚さが変化する関係に基づいて、研削送り位置に対する研削負荷についての閾値を設定する。これにより、工作物Wに加工変質層が発生した場合でも、その後の研削により加工変質層を取り除くことが可能となり、研削異常の判定精度を向上することができる。
(もっと読む)
21 - 30 / 339
[ Back to top ]