
Fターム[3C100AA57]の内容
総合的工場管理 (15,598) | 業務・管理の内容 (5,235) | トラブルへの対応、保守 (1,293) | 監視 (992) | 履歴管理 (402)
Fターム[3C100AA57]に分類される特許
1 - 20 / 402
製造ラインシミュレーションモデル構築方法、製造ラインシミュレーションモデル構築装置、及び製造ラインシミュレーションモデル構築プログラム
作業時間算出装置および作業時間算出方法
使用時点で確認される航空機アセンブリ時間の集計
製品欠陥情報追跡装置
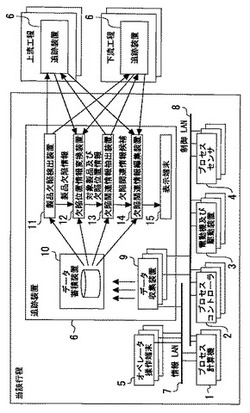
【課題】プラント内の各工程で欠陥が発生した場合に、プラント操業やプロセス制御、設備保全に関するノウハウを必要とすることなく、その欠陥に関連し得る有用な情報を容易に把握することができる製品欠陥情報追跡装置を提供する。
【解決手段】産業プラントの複数の工程に、追跡装置6を設ける。追跡装置6は、データ蓄積装置10、製品欠陥検出装置11、欠陥位置情報変換装置12、欠陥関連情報抽出装置13等を備える。データ蓄積装置10には、データ収集装置9によって収集されたプラントデータが蓄積される。製品欠陥検出装置11は、当該工程で発生した所定の欠陥を検出する。欠陥位置情報変換装置12は、他の工程で発生した欠陥の位置を、当該工程の製品における位置に変換する。欠陥関連情報抽出装置13は、データ蓄積装置10に蓄積されたプラントデータの中から、欠陥関連情報候補を抽出する。
(もっと読む)
製造プロセス変更に起因する変化量の算出方法

【課題】製造プロセスにおいて、それら入口と出口の品質条件の変動の影響を補正し、製造プロセス変更に起因する変化量を精度良く算出する製造プロセス変更に起因する変化量の算出方法を提供すること。
【解決手段】製造工程の変更により製造コストに影響して現われた変化量を、より正確に推定していくため、PLS回帰の手法を用いて、原料性状や、仕上り品質の経時変化などの外乱に影響された変化量の大きさに補正を加えることにより、製造工程変更の影響の大きさを推定する。目的変数に影響する複数の変数を説明変数として、複数の変数間に内在している、信頼性の高い線形の重回帰式の関係を、PLS回帰を用いて見つける。見出された重回帰式は、複数の変数間に内在する関係を線形式で表しているので、その重回帰式で求められてきた説明変数の係数値を利用して、目的変数に補正を加えることにより判定する方法である。
(もっと読む)
管理システム
【課題】工具の固有情報の取得および管理を容易に行う。
【解決手段】空圧工具10Aの制御基板50Aには、ホスト装置158,164,194から入力される工具の固有情報が記憶される。固有情報としては、例えば、顧客番号、顧客名、購入日、修理情報、工具使用情報が記憶される。空圧工具10Aの記憶部に記憶される固有情報は、例えば、営業センター160のホスト装置164のデータベース165、修理センター190のホスト装置194のデータベース195に記憶される。これにより、営業センター160のホスト装置164と修理センター190のホスト装置194とはネットワーク220を介して接続されるので、データベース165,195に記憶された空圧工具10Aの最新の固有情報を共有することができる。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
【課題】並列に配置された基板搬送系Cf、Cbへの基板Sの搬送順序を適切化することで、ヘッドユニット5f、5bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cfへの基板Sの搬送順序と基板搬送系Cbへの基板Sの搬送順序との組み合わせC(i)が複数生成される。そして、組み合わせC(i)が示す順序で基板搬送系Cf、Cbそれぞれに基板Sを搬送した場合に、ヘッドユニット5f、5bの排他領域Reからの退避動作が発生するか否かを判断した結果に基づいて、複数の組み合わせC(i)の中から、基板搬送系Cf、Cbに基板Sを搬送する順序が選定される。これによって各基板搬送系Cf、Cbへの基板Sの搬送順序が適切化されて、ヘッドユニット5f、5bの退避動作の発生を抑制することが可能となり、スループットの向上を図ることができる。
(もっと読む)
作業者の異常状態検知装置及び作業現場の異常状態管理方法
【課題】作業現場で発生しうる作業者の異常状態を提示することができる作業者の異常状態管理装置を提供する。
【解決手段】工程管理情報及び作業現場の図面情報を記憶する記憶部と、生体センサ1を含む作業者が作業時に装着する作業者端末から、生体情報、該生体情報と関連づけられた位置情報及び時刻情報を受信する通信部と、時刻情報に該当する指定時刻での作業現場の工程図面の図面生成部7と、作業現場の図面情報及び位置情報に基づき作業エリアに該当する工程図面を選択する現場環境図面の選択部8と、生体情報が異常状態である場合、現場環境図面の選択部8で選択された工程図面と関連づけて、異常状態の蓄積情報として記憶部に蓄積する異常状態の認識部2と、異常状態の蓄積情報に基づいて、工程管理情報のうち危険な工程または作業現場の危険な箇所を知らせる表示データを生成する表示データ生成部11と、を有する。
(もっと読む)
搬送物のトレーサビリティシステム及び連繋回転式搬送設備並びにその運転方法
【課題】簡単なシステムにより搬送履歴情報を搬送物毎に管理できるようにする。
【解決手段】周部に複数の搬送物保持手段を設けた回転式搬送装置9を複数並べて、搬送物を互いに受渡し連繋搬送する連繋回転式搬送設備10を構成し、連繋回転式搬送設備10による搬送途中で搬送物夫々に個別記号を付ける印字装置11を設け、印字装置11により個別記号が付けられた各搬送物と、その搬送物を受け取った複数の回転式搬送装置9の搬送物保持手段夫々の情報を繋げる情報連繋処理手段12を設け、情報連繋処理手段12からの連繋履歴情報をデータベース化して保存する記憶手段13を設け、搬送物の個別記号を基に記憶手段13から連繋履歴情報を引き出し可能な個別情報アウトプット手段14を設けてある。
(もっと読む)
データ処理装置、データ処理システム、およびデータ処理方法
【課題】装置の稼動実績情報を適切に生成する。
【解決手段】装置状態の検出結果を装置状態情報と、上記装置に対する操作を行うための所定位置に上記操作を行う操作主体が存在するか否かの検出結果を示す操作主体情報とに基づいて上記装置の状態を、処理状態、作業状態、および待機状態とを少なくとも含む複数の状態に分類する可動情報解析部23を備える。
(もっと読む)
測定履歴管理装置、システム、方法及びプログラム
【課題】作業効率良く測定データを記録管理することができる上、記録管理するデータの信頼性を高める。
【解決手段】物品の物理量を測定する測定部と、測定部での測定結果を表示する測定表示部10と、少なくとも、物品11の識別情報と、測定表示部10に表示される測定結果とを同時に撮像可能な単一の撮像部と、撮像部で得られた一の画像データから、少なくとも、物品11の識別情報と、測定表示部10に表示される測定結果とが撮像された領域の画像をそれぞれ抽出する画像抽出部17と、画像抽出部17によって抽出された画像を並べた状態で合成する画像合成部18と、画像合成部18で合成された画像を記憶する記憶部21とを備える。
(もっと読む)
鋼材品質情報伝達装置およびそれを用いた鋼材品質管理方法
【課題】出荷時に鋼材に添付された品質データが、鋼材の加工流通過程において確実に伝達されるように管理するために用いる鋼材品質情報伝達装置およびそれを用いた鋼材の品質管理方法を提供する。
【解決手段】鋼材に貼り付けた一の情報記録媒体の固有情報を前記鋼材の他の場所に貼り付けた他の情報記録媒体へ転写する鋼材品質情報伝達装置であって、前記鋼材品質情報伝達装置は前記一の情報記録媒体と前記他の情報記録媒体が同一鋼板内に貼り付けられていることを電気信号により確認した後、前記一の情報記録媒体の固有情報を前記他の情報記録媒体に転写する。
(もっと読む)
物体情報管理システム及びプログラム。
【課題】それぞれ表面に固有のパターンを有する物体を製造し容器に格納する工程の後に、各容器内に格納された個々の物体を特定する。
【解決手段】物体情報登録装置100は、それぞれ表面に固有のパターンを有する物体ごとに、当該物体の製造工程において当該物体を容器に格納する前の予め定められた撮像地点で当該物体の表面のパターンを撮像した固有画像情報と撮像時間とを関連付けて取得し、物体を格納した容器を識別する容器識別情報と、当該物体を当該容器に格納した時間範囲とを関連付けて取得し、記物体ごとに、当該物体が撮像されてから前記容器に格納されるまでの時間差と、当該物体の固有画像情報に関連付けられた撮像時間と、当該物体を格納する容器の容器識別情報に関連付けられた時間範囲とに基づいて、前記取得された固有画像情報に対応する前記容器識別情報を関連付けて登録する。
(もっと読む)
製造ライン設計装置および製造ライン設計方法
【課題】産業機械やモータ、タービンなどの個別受注製品の製造ライン設計に関して、工場レイアウトにおける仕掛り品置き場の仕掛り数(バッファ数)を適正化する製造ライン設計装置及び製造ライン設計方法を提供する。
【解決手段】製造ライン設計装置110は、製造ラインをシミュレーションにより、将来の生産能力や仕掛数を予測する生産シミュレーション実行部1112と、シミュレーション期間における最大バッファ数、平均バッファ数に対して、各工程のバッファ数の割合であるバッファ利用率を計算するバッファ利用率算出部1113と、バッファ利用効率が低い工程からバッファ数を順次削減させ、全体のバッファ数を最小化するまで繰返し演算し、工程間のバッファ数を決定するバッファ数削減実行部1115、を備える。
(もっと読む)
出荷管理システム
【課題】同一品種の複数の受注間で製品の融通を可能とし、必要に応じて出荷前に受注数量と一致させるための分割処理を施すことにより、受注数量を超える余分な出荷を防止することを可能とする出荷管理システムを提供する。
【解決手段】長尺フィルムを巻き取ったロールを収納する製品倉庫を管理するストッカ管理システムと連動して、長尺フィルムを出荷する出荷管理システムであって、
フィルムの受注情報を示す受注情報データベースと、工程情報を示す工程パターンデータと、生産実績データベースと、良品率データベースと、出荷情報データベースと、受注数量に対して生産された製品数量が足りない場合に、複数の受注間でしかも同一品種のロール間で製品数量を融通して受注数量を満たすプログラムを有する演算手段と、ロールを分割する場合に用いる分割装置と、を備えたことを特徴とする出荷管理システム。
(もっと読む)
工程計画方法、工程計画支援システム及び工程計画支援装置
【課題】工程計画の各フェーズをプロセスとして管理し、プロセスを実施した際に得られたノウハウ等を蓄積することで、共有、再利用可能な工程計画方法を提供する。
【解決手段】ナレッジ管理手段が、ワークフローの各プロセスにおいて、そのプロセスに対応するナレッジをデータ蓄積手段から取得する。ナレッジ管理手段が、取得したナレッジを編集する。ナレッジ管理手段が、シミュレーション結果を受信する。シミュレーション結果に基づきモデルが最適であると判断されたとき、ナレッジ管理手段が、モデル、設定データ及びシミュレーション結果をナレッジとしてデータ蓄積手段に格納する。テンプレート管理手段が、ワークフローに含まれる全てのプロセスが実施されたとき、そのプロセスに対応するナレッジを組合せたものをテンプレートとしてデータ蓄積手段に格納する。
(もっと読む)
工票作成プログラム、工票作成システム
【課題】工票の入力が簡単であり、作業者の負担を軽減できる工票作成プログラム、工票作成システムを提供する。
【解決手段】管理プログラム41は、管理サーバ30に、封筒排出検出部15の稼働情報の出力に基づいて、封入機10の稼働状況を判定する稼働状況判定処理S7と、判定した稼働状況に基づいて、勤務時間内の経過時間及び稼働状況を対応付けて表示することにより、封入機10の非運転時間を、視認可能な態様で工票画面70aに表示する稼働状況表示処理S9と、各非運転時間の非運転理由を、作業者に対して、封入機操作部12で入力操作するように促す入力指示表示を、工票画面70aに表示する入力指示画面表示処理S31,S111と、非運転時間と、入力された非運転理由とを対応付けて非運転時間・理由記憶部43−1bに記憶させる非運転理由記憶処理(S33,S113)とを実行させる。
(もっと読む)
製造工期予測装置、製造工期予測方法、及びコンピュータプログラム
【課題】 製造実績データから、各通過工程パターンに属する製品が少数しか得られなくても、製造工期の予測を精度よく行えるようにする。
【解決手段】 各製品iの実績工期tiの尤度p(ti|pi,μ,v)が、実際に通過した工程の工期分布(正規分布)の平均μj、分散vjを積算することにより得られる平均μi〜、分散vi〜を有する正規分布N(μi〜,vi〜)に従うものとする。このような各製品iの実績工期tiの尤度p(ti|pi,μ,v)の積が最大となるときの工程別工期分布600を求める。そして、通過工程パターンにおいて通過していることが示されている工程の工期分布(平均μj、分散vj)の値を足し合わせることで通過工程パターン別工期分布の平均μk^と標準偏差σk^を求め、これらを用いて、通過工程パターン別工期分布PΔ(tΔ|k)を求める。
(もっと読む)
保守支援システム、保守支援装置および保守支援プログラム
【課題】
保守対象装置の不具合発生時に、保守支援Treeを基に期待作業時間あるいは期待コストの算出を行い、最適な作業手順を提示する保守支援システムを提供する。
【解決手段】
本発明の保守支援システムは、不具合現象に対して復旧のために必要な処置作業の候補およびそれを特定するための診断作業の情報を含む保守支援Tree情報を管理する保守支援Tree情報管理部と、
上記保守支援Tree中において、過去の事例数や保守作業員の経験値や診断作業や各作業にかかるコスト情報を使い、作業コストあるいは作業時間の期待値が最小となる作業の開始点を算出する最適作業算出部と、
保守対象装置の復旧が完了するまで上記最適作業の算出を繰返すために、実行した作業の結果を反映して上記保守支援Tree情報を更新する診断作業実行部と、
を備えていることを特徴とする。
(もっと読む)
生産管理装置、工程分析方法および工程分析プログラム
【課題】生産計画と実績とを工程毎に容易に対比することを可能にする。
【解決手段】生産管理装置10は、生産計画に含まれる各工程の作業時間の予定値および実績値とを記憶する記憶部16と、予定値の工程毎の平均値に対応する第1のシンボルまたは第1の図形と、実績値の工程毎の平均値に対応する第2のシンボルまたは第2の図形とを工程毎に同じスケール上に重畳して表示させる制御部15とを備える。制御部15は、実績値の工程毎の最小値から最大値までの範囲に対応する第3のシンボルまたは第3の図形をさらに工程毎に同じスケール上に重畳して表示させてもよい。
(もっと読む)
1 - 20 / 402
[ Back to top ]