
Fターム[3C269QE18]の内容
数値制御 (19,287) | 表示内容、監視、記録内容 (1,309) | 文字、数字、記号を用いて表示するもの (384) | プログラム内容を表示 (73)
Fターム[3C269QE18]の下位に属するFターム
作業等の実行中、模擬実行中の内容 (15)
Fターム[3C269QE18]に分類される特許
1 - 20 / 58
数値制御装置
【課題】特定の加工工程の加工部位の再加工を容易におこなうことができるとともに、容易に処理を実装することができる数値制御装置を提供する。
【解決手段】NCプログラム23aは、工程が実行順に記述されるとともに、工程はシーケンシャルファンクションチャート310のステップに対応し、加工機械50を各工程が実行される直前の工程別加工準備完了状態に至らせるための工程別加工準備指令が各工程の前段に記述され、NCプログラム実行手段25aは、実行開始ステップ設定手段116bで設定された実行開始ステップに対応する実行開始工程の前段に記述された工程別加工準備指令までスキップし、実行開始工程に対応する工程別加工準備指令を実行することにより、加工機械50を実行開始工程が実行される直前の工程別加工準備完了状態に至らせた後に、実行開始ステップに対応する実行開始工程からNCプログラム23aを実行する。
(もっと読む)
数値制御装置及び制御方法

【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
工作機械における工作物の機械加工シーケンスシミュレーション装置
【課題】本発明は、工作機械の動作シーケンスのシミュレーションを可能にしさらにシミュレーションを改善した工作機械において、シーケンスのシミュレーション装置の提供を目的とする。
【解決手段】本発明は、工作機械における工作物を機械加工するためのシーケンスをシミュレーションするための装置に関し、全体的なシミュレーションアプローチを特徴とする。PLC制御手段723とPLCシーケンスシミュレーション手段725は、工作機械のPLC動作シーケンスをシミュレーションを支援し、これにより、全ての実質的な態様において、工作機械のリアルなシミュレーションを可能にする。その結果、特に訓練や機械稼働時間の判定中において、非常に有益である。
(もっと読む)
携帯遠隔操作装置およびロボットシステム
【課題】表示部へ表示された教示データから容易にコマンドを視認することができること。
【解決手段】所定の動作をロボットへ実行させる命令ごとに表示色を設定し、設定された表示色を命令に関連付けて記憶する。また、命令をロボットへ教示するティーチングによって作成された教示データを命令に関連付けられて記憶された表示色に基づいて表示部へ表示する。さらに、表示部へ表示された教示データの表示色を所定の操作によって設定された表示色へ一時的に変更して表示部へ表示するよう携帯遠隔操作装置およびロボットシステムを構成する。
(もっと読む)
工作機械
【課題】びびり振動を抑制可能で且つ目標とする加工面粗さを得ることもできるような変動パラメータを作業者が容易に把握可能な工作機械を提供する。
【解決手段】びびり振動を抑制するために主軸1の回転速度を変動させるにあたって、びびり振動の抑制に効果的な変動パラメータに係る情報を表示するとともに、回転速度を変動させることで加工面に生じるうねりを考慮して、該うねりを含んだ理論粗さを算出し、該理論粗さを変動パラメータに関連づけた状態で表示手段15に表示するようにした。そのため、作業者は、理論粗さを考慮に入れた上で振動抑制効果の高い変動パラメータの値を容易に把握することができる。したがって、びびり振動を抑制することはできたものの、加工面粗さが目標よりも下回ってしまったというような事態の発生を防止することができる。
(もっと読む)
工作機械用制御装置
【課題】工作機械を試験する前に作業者に加工プログラムの実行順を入力させる作業負担を回避して簡便に加工プログラムのデバッグを実現する工作機械用制御装置を提供すること。
【解決手段】系統番号1、2、3の小さい順に加工プログラムブロックS1−1等を直列に実行するとともに同時に並行して実行すべき加工プログラムブロックS1−4、2−3、3−3を自動的に並行して同時に実行してデバッグを実行する工作機械用制御装置100。
(もっと読む)
ユーザインタフェースが変更可能な数値制御装置
【課題】ユーザインタフェースが変更可能な数値制御装置を提供する。
【解決手段】保守作業を行うにあたり、画面切換情報記憶した外部記憶媒体9を装着する。数値制御装置100は、工作機械120の非常停止信号121、または、安全状態信号122の信号入力11を確認し、非常停止信号121、あるいは、安全状態信号122の入力が無い状態で強制ボタンの押下の何れか1つによって、数値制御装置100は非常停止状態にされ(符号8参照)、工作機械120からの安全状態信号122の入力が有れば、数値制御装置100は非常停止状態にされず、ユーザインタフェース表示に用いられる画面テーブルが通常作業用画面テーブル6から保守作業用画面テーブル7に切り換わり(図5の切換12)、表示装置13に表示されるユーザインタフェース表示が、通常作業用インタフェース表示14から保守作業用ユーザインタフェース表示15に切り換わる。
(もっと読む)
機械制御プログラム作成装置
【課題】機械制御プログラムを容易に作成または編集することができる機械制御プログラム作成装置を提供する。
【解決手段】プログラム中には、パラメータ数値、並びに、当該パラメータ数値に対応付けられたパラメータ記号およびパラメータ名称を含む。ダイアログボックス情報作成処理部43がプログラムに含まれるパラメータ記号とパラメータ名称とによりパラメータ項目として認識し、認識したパラメータ記号およびパラメータ名称とこれらに対応付けられているパラメータ数値とをダイアログボックス情報として作成する。作成されたダイアログボックス情報のうちパラメータ数値は、ダイアログボックス表示画面31にて編集可能である。パラメータ数値が更新された場合には、プログラムにおける対応するパラメータ数値を更新されたパラメータ数値に変更する処理を行う。
(もっと読む)
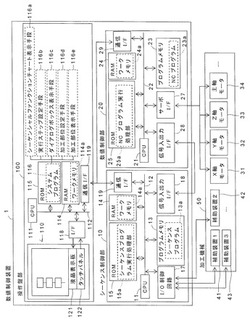
ブロック実行順表示装置
【課題】シーケンスプログラムおよびNCプログラムからなる制御プログラムの全体を構造的かつ視覚的に表現し、制御プログラムの実行順序および実行状態を容易に把握することができるブロック実行順表示装置を提供する。
【解決手段】数値制御およびシーケンス制御を備えた生産装置50と、シーケンスプログラム13aを実行するプログラマブルコントローラ10と、NCプログラム23aを実行する数値制御装置20と、シーケンス機能ブロックおよびNCプログラム実行ブロックを実行順に配列したブロック実行順配列を表示するブロック実行順配列表示手段116aと、配列要素の一つを選択する選択手段と、選択手段によってNCプログラム実行ブロックが選択されると、複数のNC機能ブロックを実行順に配列したNC機能ブロック実行順配列を表示するNC機能ブロック実行順配列表示手段116cを備える。
(もっと読む)
振動抑制装置
【課題】手動で回転速度を変更するに際し、容易且つ確実に安定回転速度へと変更することができ、作業者の負担を軽減することができる振動抑制装置を提供する。
【解決手段】表示装置12の表示画面12aに複数のインジケータ32、32・・からなる増速指示部31a及び減速指示部31bを設けており、回転速度を安定回転速度へと変更するに際してのダイヤル14の操作方向及び操作量を表示するようにした。そのため、作業者は、それらの表示を視認することでダイヤル14の操作方向及び操作量を容易に把握することができる。したがって、作業者にかかる負担を軽減することができるし、短時間で確実に回転速度を安定回転速度へと変更することができ、加工面精度の向上や工具の破損防止等も期待することができる。
(もっと読む)
ロボットプログラミング装置および方法
【課題】ロボットの任意の停止状態から所望の動作を実行させる際に工程を選択できるようにプログラミングを行うロボットプログラミング装置等を提供する。
【解決手段】ロボットを使用した組み立てセルのロボットが行う独立した作業を単位とした作業ブロックを実行順に接続して工程フローを作成し、工程フローからロボットプログラムを生成する装置であり、停止ブロック検出手段で検出された停止ブロックと、表示手段に表示した停止ブロックを考慮した外部入力に従って実行ブロック指定手段から得た停止状態から実行する実行ブロックとの位置情報とハンド状態とセンサ状態をそれぞれ比較し、停止ブロックの停止状態を起点として実行ブロックを実行するための一時実行プログラムおよび一時実行作業指示を生成し、表示手段に一時実行作業指示を表示すると共に、入出力手段から一時実行プログラムを出力する工程再構築手段を備えた。
(もっと読む)
数値制御工作機械、制御プログラム及び記憶媒体
【課題】工具交換サイクルを短縮できる数値制御工作機械、制御プログラム及び記憶媒体を提供する。
【解決手段】制御装置のCPUは、加工ブロックの1ブロックを読み込んで解釈する(S1)。このS1の処理では、CPUは、タイミングテーブルを参照して、各指令の内容と、実行タイミングを読み取り、タイミング順に指令の内容を並び替えて、制御装置のRAMに記憶する。CPUは、指令が工具交換指令と判断した場合(S3:YES)、工具交換動作を開始する(S4)。ここで、CPUは、Z軸上昇処理を実行する。Z軸上昇処理は、主軸ヘッドが現在位置から工具交換位置(ATC原点)まで上昇する処理である。主軸ヘッド7がR点まで上昇した場合に(S5:YES)、S1の1ブロック読み取り処理でRAM73に記憶した指令の内容にタイミングAで実行する指令がある場合には(S6:YES)、当該タイミングAで実行する指令の内容を実行する(S7)。
(もっと読む)
ロボットシステム
【課題】動作プログラム内の命令を動作プログラムの変更履歴データを用いて修正する場合、従来はプログラム全体の全ての履歴を時系列に検索していくことになり、所望の変更履歴データを得るまでに多くの時間を要するという課題があった。
【解決手段】表示中の動作プログラムで命令を選択し、選択している命令に関する変更履歴を抽出して表示し、抽出された履歴情報のなかから所望の履歴情報を選択することで、選択している命令の内容を、所望の履歴情報に変更することにより、動作プログラムの変更に掛かる時間を少なくすることができる。
(もっと読む)
パソコン機能を有する数値制御装置
【課題】パソコンのオペレーティングシステムが起動しない場合でも、数値制御装置の画面を表示する。
【解決手段】パソコン100に接続された記憶装置は、領域1に汎用OSと表示アプリを、領域2に保守用OSと数値制御装置の画面を表示する表示アプリを格納する。(1)数値制御装置200は、パソコン100を起動する信号をパソコン100に送る。(2)パソコン100は、保守用OSを起動し、従来通りに汎用OSを起動する。(3)汎用OSが起動した場合、数値制御装置200に起動完了を通知し、表示アプリを実行する。(4)パソコン100からの起動完了の通知が無い場合、数値制御装置200は、パソコン100をリセットし再起動する。(5)数値制御装置200は、保守用OSで画面を表示するための起動信号をパソコン100に送信する。(6)パソコン100は再起動後、保守用OSを起動し、保守用表示アプリを実行してCNC画面を表示する。
(もっと読む)
ピックアンドプレース機構のコントローラ
【課題】 動作実行プログラムを手動で作成することを不要にする。
【解決手段】 コントローラCは、ピックアンドプレース機構Aのコマンド等が入力可能な指令入力部201と、動作時に動作プログラム122を読み出して動作実行プログラム124に変換し同機構Aを動作させる制御部111とを備える。特に制御部111は、動作指令プログラム123がコマンド毎に予め用意され、動作プログラム122を動作実行プログラム124に変換するに当たり、動作プログラム122に含まれる動作指令に係るコマンドに対応する動作指令用プログラム123を読み出し、その後、動作指令用プログラム123に含まれた初期設定の内容を当該動作指令に係る設定に更新し、この処理を動作プログラム122に含まれる動作指令毎に行ない、動作指令用プログラム123を動作指令の入力順に繋ぎ合わせて動作実行プログラム124として取り扱う。
(もっと読む)
プログラム作成装置及びプログラム作成方法
【課題】作業ブロックの設定作業において作業者の負担を軽減する技術を提供する。
【解決手段】プログラム作成装置は、作業ブロック定義部41と、工程フロー編集部42と、制御プログラム生成部43とを備える。工程フロー編集部42は、複数の作業ブロック情報を所望の順序で並べて得られる工程フローにおいて、処理対象作業ブロック情報よりも後続の設定対象ブロック情報の内部状態情報を、当該処理対象ブロック情報の事後条件を用いて設定する。制御プログラム生成部43は、工程フロー編集部43により内部状態情報が設定された複数の作業ブロック情報に基づいて制御プログラムを生成する。
(もっと読む)
ロボット制御システム、ロボット制御方法
【課題】高速かつ遅延の少ないデータ送受信をPCと動作制御装置との間で行うことができるロボット制御システムおよびロボット制御方法を提供することを課題としている。
【解決手段】ロボット制御システム1は、動作制御装置2と動作指示装置3を備え、動作制御装置2は、通信部201と、プロキシ部202と、プログラム記憶部203と、コントローラー統括部204と、プログラム実行部205と、ロボット制御部206とを備え、ロボット4が接続されている。動作指示装置3は、通信部301と、プロキシ部302と、データ読出・書込部303と、データ記憶部304と、プログラム部305と、入出力部306とを備え、画像表示装置5と入力装置6が接続されている。また、動作制御装置2と動作指示装置3は、LAN等のネットワークやUSB I/Fを介して接続している。
(もっと読む)
NCプログラム編集装置および加工機制御装置
【課題】 NCプログラムに対して、初品か否かの状況に応じて初品検査用の一時停止等の命令を自動挿入することができる装置を提供する。
【解決手段】 初品特定条件Aを定めた初品特定条件設定手段14と、その条件の充足判定のために確認する事項Bを設定した確認事項設定手段15とを設ける。命令を挿入する箇所を設定した命令挿入箇所設定手段16を設ける。この確認事項設定手段16に設定された事項Bを検索し、検索された事項Bが初品特定条件Aを充足するか否かを判定する初品判定手段17を設ける。条件を充足すると判定された場合に、NCプログラム8における定められた箇所に一時停止命令等の初品対処目的の命令Cを挿入する初品対処命令挿入手段18を設ける。
(もっと読む)
NCプログラムの解析編集装置、方法、プログラム、および記憶媒体
【課題】編集作業を容易にする。
【解決手段】本装置を、NCプログラム21を編集画面71に編集可能に表示するNCプログラム編集手段41と、概要情報を抽出し概要情報画面72に表示する概要情報編集手段43と、切削加工情報を抽出する切削加工情報抽出手段45と、CADデータ23から形状情報を抽出する形状情報抽出手段47と、切削加工情報、または形状情報の少なくとも一つの情報に基づき、工具軌跡データ層51、穴明図データ層52、またはワーク図データ層53を生成するとともに、描画画面73に重ね合わせ可能に描画表示する図形描画手段49と、切削加工情報をリスト画面74に表示する切削加工情報表示手段55と、表示領域をそれぞれ連動表示させる連動表示手段57と、ミル加工または穴明加工について解析し、対応する画面に表示させる切削加工解析手段59と、を備えるように構成する。
(もっと読む)
1 - 20 / 58
[ Back to top ]