
Fターム[4F100GB33]の内容
Fターム[4F100GB33]に分類される特許
21 - 40 / 966
成形体およびその成形方法
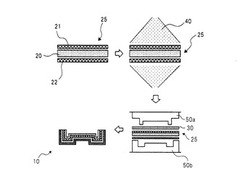
【課題】軽量であり、かつ、成形性が良好な、成形体およびその成形方法を提供する。
【解決手段】繊維集合体からなる芯材20を、表側面材21と裏側面材22とで挟んで積層体25を形成して、積層体25の、成形後に折れ曲がる角部となる部分に、他の部分に比べて液状の発泡性熱硬化性樹脂40を多く含浸させる。そして、発泡性熱硬化性樹脂40が含浸した積層体25を加圧成形することで、液状の発泡性熱硬化性樹脂40を加熱発泡させて、発泡性熱硬化性樹脂40を積層体25の内部に充填させる。さらに、積層体25を加熱することで発泡性熱硬化性樹脂40を硬化させる。
(もっと読む)
水圧転写用フィルム

【課題】カーボンブラックの濃度が高く、かつ分散安定性の優れた墨インキを含むインキ組成物にて印刷層が形成された水圧転写用フィルムを提供すること。
【解決手段】水溶性もしくは水膨潤性を有する基材フィルムと、転写用の印刷層とを有する水圧転写用フィルムであって、前記転写用の印刷層を形成するための印刷インキとして墨インキを含み、該墨インキ中のカーボンブラックの含有量が5〜30質量%であり、かつ、該カーボンブラックのDBP吸油量が80mL/100g以下であることを特徴とする水圧転写用フィルムである。
(もっと読む)
架橋ポリオレフィン系樹脂発泡体
【課題】 本発明は、耐熱性に優れ、複雑な形状への二次加工が可能な架橋ポリオレフィン系樹脂発泡体を提供するものである。
【解決手段】 本発明の架橋ポリオレフィン系樹脂発泡体は、示差走査熱量計による吸熱ピークの少なくとも1つが160℃以上のポリプロピレン系樹脂(A)20〜50重量%と、示差走査熱量計による吸熱ピークの少なくとも1つが160℃未満のポリプロピレン系樹脂(B)20〜50重量%と、ポリエチレン系樹脂(C)20〜40重量%を含むポリオレフィン系樹脂組成物からなり、該ポリオレフィン系樹脂組成物を任意の形状に成形した後、樹脂を発泡・架橋させることにより得ることができる。
(もっと読む)
合成樹脂製積層部品およびその製造方法
【課題】積層体の層間を熱硬化性樹脂やホットメルトフィルム等の接着材を用いることなく一体化可能な合成樹脂製積層部品の提供。
【解決手段】半硬質ウレタンからなる基材1に対して熱可塑性を有する補強用の繊維体2が、ニードルパンチ処理により交絡状態にされていて、これを加熱融着して一体化させている。さらにこの基材と繊維体との複合体を所要の形状に型成形する。
(もっと読む)
自動車用内装部品とその製造方法
【課題】トランクフロアボード等として使用される自動車用内装部品において、その軽量化、コスト低減、及び、剛性向上を図るのに好適な自動車用内装部品とその製造方法を提供する。
【解決手段】自動車用内装部品は、熱硬化性の半硬質ウレタンコア層2と、熱可塑性樹脂シートまたは熱可塑性樹脂繊維からなる熱可塑性樹脂部材3とを接合してなる構造であり、半硬質ウレタンコア層2は、その層表面の気泡セルがその層内部の気泡セルと同等の大きさを有し、かつ、層表面の気泡セルが層内部の気泡セルを通じて外部に連通する形態になっており、熱可塑性樹脂部材3と半硬質ウレタンコア層2との接合部では、その熱可塑性樹脂部材3の一部が、半硬質ウレタンコア層2表面の気泡セルに入り込むことで、熱可塑性樹脂部材3と半硬質ウレタンコア層2とが結合している。
(もっと読む)
車両内装部材の製造方法
【課題】ステッチが設けられた車両内装部材の質感を向上させる。
【解決手段】表皮材16および発泡材18を積層して構成された積層シートから、真空成形型を用いて、ステッチSの形成予定ラインに合わせて表面が凹んだ溝46および裏面に突出する突条48を有するステッチ形成部44を備えると共に、インストルメントパネル10の形状に合わせた外形形状の積層材14を成形する。前記ステッチ形成部44を積層材14の表裏に亘って糸30で縫うことで、積層材14にステッチSを形成する。表面を裏側に向けて凹ませた凹部38を備えると共に裏面が突出するステッチ対応部36を備えた基材12を成形する。前記凹部38と突条48とを整合させて基材12に積層材14を貼り付けてインストルメントパネル10とする。
(もっと読む)
近赤外反射フィルム及びそれを用いた近赤外反射体、近赤外反射フィルムの製造方法
【課題】経時しても着色せず、安定した柔軟性があり、近赤外反射性に優れ、可視光透過率が高い近赤外反射フィルム及びその近赤外反射フィルムを設けた近赤外反射体を提供する。
【解決手段】基材上に、高屈折率層と低屈折率層とから構成されるユニットを少なくとも1つ有する近赤外反射フィルムにおいて、該高屈折率層に金属酸化物粒子を含有し、該高屈折率層と低屈折率層の少なくとも1層に温度応答性ポリマーを含有することを特徴とする近赤外反射フィルム。
(もっと読む)
活性エネルギー線硬化性組成物、上記組成物の製造方法
【課題】安定性に優れた有機無機複合微粒子を含む活性エネルギー線硬化性組成物であって、耐溶剤性、付着性、耐擦傷性、及び耐薬品性に優れる塗膜を形成することができる、活性エネルギー線硬化性組成物を提供すること。
【解決手段】ラジカル重合性不飽和基含有化合物(A)と、有機無機複合微粒子(B)と、光重合開始剤(C)とを含む活性エネルギー線硬化性組成物であって、有機無機複合微粒子(B)が、リビングポリマー(b1)、重合性不飽和基を有する無機微粒子(b2)等を溶媒の存在下で反応させ、所望により溶媒を蒸発させることにより製造されたこと、及びリビングポリマー(b1)が、リビングラジカル重合開始剤として、アミノエーテル化合物(b11)、又はニトロキシド化合物及びラジカル重合開始剤を添加し、不飽和モノマー(b12)のリビングラジカル重合を行うことによって得られたことを特徴とする活性エネルギー線硬化性組成物。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡合成樹脂成形体の外面に、簡易で低コストな方法により被覆層が形成された発泡成形部材と、その製造方法とを提供する。
【解決手段】発泡成形部材1は、発泡合成樹脂よりなる成形体2と、該成形体2の外面の少なくとも一部に沿って設けられ、該成形体2の外面に付着した被覆層3とを有している。被覆層3は、成形体2の外面にホットメルト材を塗布してなる。
(もっと読む)
接着シート
【課題】斑が少なく、緻密性が高く、柔軟で接着性に優れ、かつ取り扱いに十分な強力を有する接着シートを提供する。
【解決手段】エチレン酢酸ビニル共重合体4を主成分とする接着シートであって、目付20〜2000g/m2、厚み0.1〜10mm、見掛け密度0.2〜0.6g/cm3、通気度20〜100cc/cm2/秒である多孔質形状物からなることを特徴とする接着シート。
(もっと読む)
二軸配向ポリエステルフィルム
【課題】 合わせガラスに使用した際に効率良く熱線を吸収し、良好な透明性を有する二軸配向ポリエステルフィルムを提供する。
【解決手段】 少なくとも3層からなるポリエステルフィルムであって、最外層以外の層の一つにフタロシアニン系化合物を含有し、波長500〜600nmにおけるフィルムの光線透過率の最小値が80%以上であり、波長700〜800nmにおけるフィルムの光線透過率の最小値が60%以下であることを特徴とするポリエステルフィルム、および当該フィルムを中間膜とすることを特徴とする合わせガラス。
(もっと読む)
加飾フイルム構造体及び加飾成形部材
【課題】外観が金属研磨面調意匠を呈する加飾フイルム構造体及び加飾成形部材を提供することによって、光沢が強すぎず鈍く光る質感の金属研磨面調意匠を容易に実現する。
【解決手段】加飾フイルム構造体10は、透明又は半透明の樹脂層からなる表面層1と、表面層1の裏面側に形成された複数の微細ドットからなる無彩色層2と、無彩色層2のドット間を埋めるように表面層1の裏面側に形成された金属光沢層3とを備える。表面層1の表面側の表面粗さは、Ra2μm以下、かつRmax4μm以下又はSm50μm以上である。無彩色層2のJIS−Z−8729で規定されるCIE1976明度(L*)は0〜80である。平面視でのドットの面積は10−3〜105μm2である。平面視での単位面積当たりのドットの面積率は1〜80%である。金属光沢層3のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)は10000以上である。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】優れた剛性を維持しつつ、軽量で、凹凸部での強化繊維の浮き上がりも防止した繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体100であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面上に配置されている第一繊維強化樹脂用シート1は、ステッチング糸により連結されており、樹脂発泡体シート2の他方の主面上に配置されている第二繊維強化樹脂用シート3は、ステッチング糸により連結されておらず、第二繊維強化樹脂用シート3の樹脂発泡体シート2と接していない側の主面上に表皮材4が設けられており、所定の形状に圧縮成形されている。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
合成樹脂構造体
【課題】接着剤の充填スペースの大小に応じて接着剤の塗布量を制御しなくとも、エッジ材を貼り付けた際に接着剤が合成樹脂構造体の表面に溢れ出すことを抑制する。
【解決手段】構造体本体10の長手側断面10aにおいて切断されていないセルSであって構造体本体10の最も長手側断面10a側に列せられたセルSX2には、第一連通溝25が貫設されている。構造体本体10の短手側断面10bにおいて切断されていないセルSであって構造体本体10の最も短手側断面10b側に列せられたセルSY2には、第二連通溝26が貫設されている。構造体本体の長手側断面10aに塗布された接着剤は、第一連通溝25を介してセルSX2の内部に流入可能である。構造体本体の短手側断面10bに塗布された接着剤は、第二連通溝26を介してセルSY2の内部に流入可能である。
(もっと読む)
加飾フイルム構造体及び加飾成形部材
【課題】外観が金属研磨面調意匠を呈する加飾フイルム構造体及び加飾成形部材を提供することによって、光沢が強すぎず、鈍く光る質感の金属研磨面調意匠を容易に実現すること。
【解決手段】加飾フイルム構造体10は、透明又は半透明の樹脂層からなる表面層1と、表面層1の表面側及び/又は裏面側に形成された複数の微細孔を有する金属光沢層2とを備える。表面層1の表面側の表面粗さは、Ra2μm以下、かつRmax4μm以下又はSm50μm以上である。金属光沢層2のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)は10000以上である。平面視での微細孔の面積は10−3〜105μm2である。平面視での単位面積当たりの微細孔の面積率は1〜80%である。
(もっと読む)
複合成形体及びその製造方法
【課題】軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができ、かつ通気性、吸音性、意匠性、消臭性、芳香性、防虫性、難燃性等を有する複合成形体及びその製造方法を提供する。
【解決手段】発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体の表面または表裏面に、繊維層を設けた複合成形体。また、前記の通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を通過させることにより、発泡成形体の表面に繊維層を形成する複合成形体の製造方法。
(もっと読む)
加飾フイルム構造体及び加飾成形部材
【課題】外観が金属研磨面調意匠を呈する加飾フイルム構造体及び加飾成形部材を提供することによって、光沢が強すぎず鈍く光る質感の金属研磨面調意匠を容易に実現する。
【解決手段】加飾フイルム構造体10は、透明又は半透明の樹脂層からなる表面層1と、表面層1の裏面側に形成された複数の微細ドットからなる金属光沢層2と、金属光沢層2のドット間を埋めるように表面層1の裏面側に形成された無彩色層3とを備える。表面層1の表面側の表面粗さは、Ra2μm以下、かつRmax4μm以下又はSm50μm以上である。金属光沢層3のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)は10000以上である。平面視でのドットの面積は10−3〜105μm2である。平面視での単位面積当たりのドットの面積率は20〜99%である。無彩色層3のJIS−Z−8729で規定されるCIE1976明度(L*)は0〜80である。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂成形体100において、樹脂発泡体シート2の両側の主面上に複合繊維が一方向に配列された一方向シートを1層以上含む繊維強化樹脂用シート1、3が配置されており、樹脂発泡体シート2の一方の主面と接している第一繊維強化樹脂用シート1の一方向シート1cにおける複合繊維の配列方向と、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の一方向シート3cにおける複合繊維の配列方向が異なっている。また、第一繊維強化樹脂用シート1と第二繊維強化樹脂用シート3は、対応する一方向シートを2層以上含み、第一繊維強化樹脂用シート1における一方向シートの積層順と、第二繊維強化樹脂用シート3における一方向シートの積層順が異なっていることが好ましい。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】表面のしわの発生が低減された繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体100は、繊維強化樹脂用シート1と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体100であって、繊維強化樹脂用シート1(1a、1b)は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、少なくとも一方の繊維強化樹脂用シート1aの樹脂発泡体シート2と接していない側の主面上に樹脂発泡体又は繊維集合体で構成された被覆層3が設けられており、所定の形状に圧縮成形されている。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
加飾成形部材
【課題】外観が金属研磨面調意匠を呈する加飾成形部材を提供することによって、光沢が強すぎず、鈍く光る質感の金属研磨面調意匠を容易に実現すること。
【解決手段】加飾成形部材20は、表面に複数の微細凹部1aを有する基材1と、基材1の表面形状に沿って基材1の表面側に形成された金属光沢層2と、金属光沢層2の表面側に形成された透明又は半透明の樹脂層からなる表面層3とを備える。平面視での微細凹部1aの面積は10−3〜105μm2である。平面視での単位面積当たりの微細凹部1aの面積率は1〜80%である。金属光沢層2のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)は10000以上である。表面層3の表面側の表面粗さは、Ra2μm以下、かつRmax4μm以下又はSm50μm以上である。
(もっと読む)
21 - 40 / 966
[ Back to top ]