
Fターム[4F206JB12]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574) | インサート成形 (2,017)
Fターム[4F206JB12]に分類される特許
61 - 80 / 2,017
積層成形品の成形方法
【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
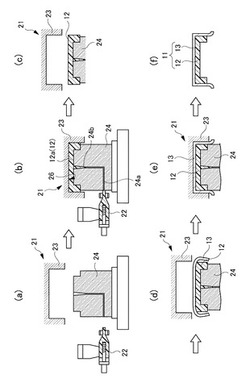
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
射出成形された多層グレージング
【課題】溶融ポリマー材料の射出後および冷却後に、その結果得られる多層パネルが、適切な従来の安全グレージングのいずれの用途においても使用されうる安全パネルとして機能するように配置される、2つの剛性基板の間に、ポリマー中間層を直接形成するために、射出成形を使用することを対象とする。
【解決手段】方法は、安全グレージングにおいて通常見られる、グレージング基板の比較的狭い空間へのポリマーの射出を容易にするために、比較的低分子量のポリマー、多数の射出点、鋳型の圧縮および/または加熱された基板を利用する。
(もっと読む)
射出成形方法

【課題】容器に機能付与材を有するシート体をインサート成形した場合であっても、機能付与材の剥がれや、該機能付与材の構成成分が液体等に溶出することを防止することができる射出成形方法を提供する。
【解決手段】シート体16が埋め込まれた成形品を作製する射出成形方法であって、第1金型30のキャビティ面32にシート体16を設置する第1ステップと、第1金型30と成形材料12の注入部36を有する第2金型38とを型閉めしてキャビティ40を形成する第2ステップと、第2金型38の注入部36を通じてキャビティ40内に成形材料12を注入する第3ステップとを有し、シート体16は、成形品10に機能を付与する機能付与材と、ガラス転移点が120℃〜140℃の範囲にある保護材とを少なくとも有し、第1ステップにおいて、保護材が第1金型30のキャビティ面に接するようにシート体16を設置する。
(もっと読む)
ウォームホイール
【課題】高強度、小型且つ軽量であり、また、歯打ち音の減衰効果に優れ、しかもコスト安価なウォームホイールを提供する。
【解決手段】ウォームホイール8は、金属製の歯形成部15と、金属製の軸14と、歯形成部15および軸14を繋ぐ合成樹脂製の樹脂部16と、を備える。樹脂部16は、軸14と接合する第2環状部22と、歯形成部14を保持する第3環状部23と、第2および第3環状部22,23間に介在する円盤部41と、を含む。円盤部41は、軸方向X1において第2環状部22の中間位置に接続されている。
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、成形中にインサート部品のガス付着防止領域にガスが付着するのを確実且つ容易に防止することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】成形材料から発生するガスの付着を防止すべきガス付着防止領域Wa、Wbを有するインサート部品Wを金型1内のキャビティ3に配置し、キャビティ3内に成形材料を射出充填するインサート成形方法であって、キャビティ3内のインサート部品Wのガス付着防止領域Wa、Wbの表面の圧力が他の部分と比較して高くなるようにキャビティ3内に圧力分布を付与した状態で成形材料を射出充填する。さらに、成形材料から発生するガスを、金型1のキャビティ3の成形材料が最後に到達する位置63、65から吸引する。
(もっと読む)
封止成形体の製造方法、及び封止成形体
【課題】半導体素子等の金型にセットされる部品を、金型内で動かないように固定しておくためのエジェクトピン等により、封止成形体の表面に形成される開口を塞ぐ必要を無くす技術を提供する。
【解決手段】表面に部品が載置された第一樹脂成形体を金型に保持させる保持工程と、保持工程後に、熱可塑性樹脂組成物を金型内に射出することで、第一樹脂成形体と接合されて、第一樹脂成形体とともに部品を覆う第二樹脂成形体を形成する封止工程と、を備える封止成形体の製造方法で封止成形体を製造する。
(もっと読む)
断熱層付き管継手およびその製造方法
【課題】主に、非発泡性樹脂の合流部に断熱材層の欠落部分が生じるのを防止し得るようにする。
【解決手段】短管状の継手本体27と、継手本体27の開口端部に一体に形成された短管状の受口部28とを有し、継手本体27および受口部28が、非発泡性樹脂24によって主に構成されると共に、継手本体27を構成する非発泡性樹脂24の肉厚内部に発泡性樹脂26を発泡させて成る断熱材層が封入され、継手本体27が、非発泡性樹脂24および発泡性樹脂26の注入部25を有すると共に、継手本体27の注入部25から離れた位置に、非発泡性樹脂24の合流部29が形成される断熱層付き管継手21に関する。合流部29またはその近傍に、非発泡性樹脂24を継手本体27の外部へ逃がして成る樹脂逃げ部35を形成すると共に形成後に切除して成る切除痕36を有するようにしている。
(もっと読む)
インサート成形品の製造方法
【課題】インサート成形品の樹脂材料からなる部分にヒケが発生することを防止もしくは抑制しつつ、離型性の向上を図ることができるインサート成形品の製造方法を提供すること。
【解決手段】多孔質材料からなりインサート成形品の樹脂成形部を成形する空間部分が成形された入れ子部材531,532を着脱可能に装着された成形型5を用い、あらかじめ入れ子部材531,532に離型剤を浸透させておき、インサート成形品の樹脂成形部13に埋め込まれる所定の部材(=端子金具11と電線12)を成形型5の内部に配設し、ヒケや気泡が発生しない圧力条件で樹脂材料を射出および保圧して所定の部材(=端子金具11と電線12)を樹脂成形部13の内部に埋め込む。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
複合成形体の製造方法
【課題】造時間が短縮できると共に、所望方向への接合強度が高められた複合成形体を得ることができ、さらに接合面が複雑な形状のものの接合強度を高めることができる、金属成形体と樹脂成形体からなる複合成形体の製造方法提供すること
【解決手段】金属成形体1の接合面1aに対して、一方向又は異なる方向に直線及び/又は曲線からなるマーキングを形成するようにレーザースキャンする工程であり、各直線及び/又は各曲線からなるマーキングが互いに交差しないようにレーザースキャンする工程と、マーキングを形成した金属成形体1の接合面を含む部分を金型内に配置して、前記樹脂成形体2となる樹脂をインサート成形する工程を有する複合成形体3の製造方法。
(もっと読む)
アルミニウム−樹脂複合体の製造方法
【課題】接着剤を使用せずにアルミニウムと樹脂組成物の密着性を向上できる上、廃液処理が容易なアルミニウム−樹脂複合体の製造方法を提供する。
【解決手段】本発明のアルミニウム−樹脂複合体の製造方法では、アルミニウム製部品の表面をエッチング剤によって粗化処理する粗化工程と、前記粗化処理した表面に樹脂組成物を付着させる付着工程とを実施する。前記エッチング剤は、両性金属イオンと酸化剤とアルカリ源とを含むアルカリ系エッチング剤、並びに第二鉄イオン及び第二銅イオンの少なくとも一方と酸とを含む酸系エッチング剤から選ばれる一種以上である。
(もっと読む)
複合構造体及び複合構造体の製造方法
【課題】インサート成形体における樹脂部材が、薄肉部分、立体的形状を有することが可能な複合構造体を提供する。
【解決手段】立体腑形シートからなる第一熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体に積層するように接合された第二熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体と第二熱可塑性樹脂成形体とに挟まれるインサート部材と、を備える複合構造体とする。第一熱可塑性樹脂成形体は、インサート部材が配置される溝部を有することが好ましい。用途によっては、第一熱可塑性樹脂成形体は、発泡構造を有することが好ましい。
(もっと読む)
金属・樹脂組成物複合成型品、LED照明装置
【課題】放熱性に優れる金属と、光拡散性と難燃性を併せ持つ樹脂組成物を用い、軽量となる金属・樹脂組成物複合成型品または筐体を提供すること。更には防水性に優れ、適切な光学設計の為されたLED照明装置を提供する。
【解決手段】金属2素材と樹脂組成物1からなり、平均厚みが0.2〜2mmである金属素材と、平均厚みが0.5mm〜3mmであり、かつ分散度θが45度以上である樹脂組成物とを一体化成型してなる金属・樹脂組成物複合成型品であって、金属素材の熱搬送能力が0.02W/K以上であり、物樹脂組成物の難燃性が規格UL94V0を満たし、インサート成型法等により一体化してなる金属・樹脂組成物複合成型品。ならびに、金属・樹脂組成物複合成型品を放熱構造体または放熱筐体として用い、適切な光学系と組み合わせてなるLED照明装置。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】樹脂成形型5・8のキャビティ10内に供給セットした樹脂封止前基板上の電子部品を樹脂封止成形する際に、キャビティ10内の樹脂材料未充填状態や樹脂パッケージ内外部のボイド形成を防止すると共に、キャビティ10内と外部とを連通させたエアベント溝部13からの樹指漏れを防止する。
【解決手段】樹脂成形型の型開閉方向の位置となり且つ成形品突出機構17と重ね合せた位置にエアベントピン28を装着したエアベントピン取付プレート29を連続して配設すると共に、エアベントピン28をエアベント溝部13の部位に配設する。このエアベントピン28を介してエアベント溝部13を開放した状態に設定し且つこの開放状態でキャビティ10内への樹脂材料注入工程とキャビティ10内の減圧工程を行うと共に、エアベントピン28を介して樹脂材料注入工程の終了時期に合わせてエアベント溝部13を閉鎖した状態に設定する。
(もっと読む)
プラスチック製品及びその製造方法
【課題】模様層が良好に保護され、製造プロセスが容易で、且つ製造コストが低いプラスチック製品及びその製造方法を提供すること。
【解決手段】本発明に係るプラスチック製品は、第一プラスチック部材と、射出成形により前記第一プラスチック部材に接合される第二プラスチック部材及び前記第一プラスチック部材に形成される模様層と、を備える。前記第一プラスチック部材は、レーザーにより活性化が可能な活性物を含有する熱可塑性樹脂からなり、前記模様層は金属層であり、且つ前記第一プラスチック部材と前記第二プラスチック部材との間に位置する。
(もっと読む)
コネクタ端子への電線の接続方法及び圧着成形型
【課題】設備費を抑えつつ容易に自動化して生産性を向上させることが可能なコネクタ端子への電線の接続方法及び圧着成形型を提供すること。
【解決手段】コネクタ端子10を下型42に配置させ、コネクタ端子10のバレル部21に外被13から芯線12を露出させた電線11の端部を配置させる配置工程と、バレル部21へクリンパ53を押し付けて加締めるとともに、下型42に上型43を重ね合わせ、加締めたバレル部21及び電線11の端部の周囲に射出空間を形成し、射出空間へ樹脂を注入してバレル部21及び電線11の端部を覆う樹脂モールド15を成形する圧着成形工程と、を含む。
(もっと読む)
化成処理溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体であって、めっき鋼板と熱可塑性樹脂組成物の成形体との接合性に優れる複合体を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は15〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板のめっき層表面に、有機樹脂を含む膜厚0.5μm以上の化成処理皮膜を形成する。得られた化成処理溶融Zn−Al−Mg合金めっき鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
粉体用スクリュー及びその製造方法,成形用金型
【課題】粉体の搬送や撹拌を効率良く行うことができる樹脂製の羽根を有する粉体用スクリューとその製造方法及び成形用金型を提供する。
【解決手段】粉体用スクリュー10は、軸12の周囲に羽根14が螺旋状に設けられており、羽根14の搬送面16は、軸方向に沿った断面において先端14A側が搬送方向前方に傾くように形成される。前記羽根14を樹脂成形するにあたり、前記軸12の周囲に配置される複数の分割型30,50,70,80,100,110を用意し、これら分割型を前記軸12側へ移動させたときに、各分割型の成形部の集合により前記軸12及び羽根14に相当する形状のキャビティ部分を形成し、該キャビティ部分に溶融樹脂を充填する。前記軸12の軸方向に対して非直交方向に進退する分割型80,110の成形部86A,116Aが、前記羽根14の搬送面16に対応するキャビティの一部を形成する。
(もっと読む)
弾性栓体、医療用キャップおよびその製造方法
【課題】針刺し時の液漏れがなく、また針抜けに対する保持力や復元力に優れるなど、密封性の保持に優れた弾性栓体、それを備えた医療用キャップおよびその製造方法を提供する。
【解決手段】弾性栓体11と、弾性栓体11の周縁部を針刺面14側から内壁で保持する上側枠部12aおよび接液面15側から内壁で保持する下側枠部12bを備えた外枠体12とを有する医療用キャップ10であって、下側枠部12bには、弾性栓体11を加締めるための加締め部18が少なくとも1つ設けられ、弾性栓体11には、その接液面15の第2周縁部19における任意の位置に、前記加締め部18を外枠体12と一体的に成形するためのキャビティ部13が少なくとも1つ設けられており、弾性栓体11は、上側枠部12aとの接触面で溶着されておらず、かつ、下側枠部12bとの接触面で溶着されており、さらに、キャビティ部13においても加締め部18との接触面で溶着している。
(もっと読む)
61 - 80 / 2,017
[ Back to top ]