
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
41 - 50 / 714
大型船舶用エンジン排気バルブの製造方法
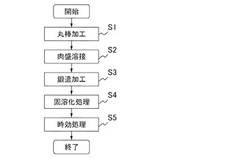
【課題】
大型船舶のディーゼルエンジンにおける高負荷にも耐え得る耐久性の高い大型船舶用エンジン排気バルブの製造方法の提供。
【解決手段】
丸棒鋼材の先端を覆うようにNi−Cr−Al系Ni基時効析出合金からなる溶接材料を複数回重ねて肉盛溶接(S2)した後に、先端を熱間型入鍛造して溶接部の組織調整を与えつつ傘部を成形し(S3)、固溶化熱処理(S4)及び時効析出熱処理(S5)を与えて供されることを特徴とする。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物

【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで,一対の母材の厚さH1とこれら母材間の開先の間隔W1の比が0.4以下,この開先の角度θ1が10°以下の狭開先を溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
Ni基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法
【課題】高温割れを抑制することが可能なNi基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法を提供する。
【解決手段】基材に炭化物の帯状偏析を有するNi基合金大型部材は、溶接開先面に摩擦撹拌処理法による処理と溶体化処理により均質な改質層(領域A)が形成され、溶接の溶け込み深さを改質層の厚さよりも浅くなるように溶接してNi基合金の溶接構造物を製造する。
(もっと読む)
ノズルアダプタの取り付け方法及びノズルアダプタ
【課題】作業性が良く、溶接による変形を防止して高い位置精度で取り付け可能なノズルアダプタの取り付け方法及びノズルアダプタの提供。
【解決手段】ノズル10に管形状のノズルアダプタ20を完全溶け込み溶接によって取り付けるノズルアダプタ20の取り付け方法であって、上記完全溶け込み溶接の際に内周面側の裏当てとなり、且つ、ノズル10の端部10aの内径d2よりも大きい外径d1を有する裏当て部23が、上記管形状の端部20aに一体で形成されているノズルアダプタ20を冷却し、裏当て部23をノズル10の端部10aに挿入して冷やしばめする冷やしばめ工程と、上記冷やしばめ工程の後、ノズル10の端部10aとノズルアダプタ20の端部20aとを外周面側から上記完全溶け込み溶接する溶接工程と、を有するという手法を採用する。
(もっと読む)
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、健全なクレータ部を形成すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを消弧すると共に溶接ワイヤの送給Wsを継続し、送給Fsを継続しているフィラーワイヤと母材との間に溶接電圧Vwfを印加し溶接電流Iwfを通電してアークを発生させ、このアークによって溶接ワイヤを溶融してクレータ処理を行う。フィラーワイヤのアークと溶接ワイヤの挿入とによってクレータ処理を行うので、溶融池が効率よく冷却され健全なビードが形成される。
(もっと読む)
高Cr鋼製タービンロータの初層溶接部、初層溶接部用溶接材料、上盛層溶接部、上盛層溶接部用溶接材料および多層肉盛溶接部の製造方法
【課題】高Crタービンロータの軸受接触面に形成する溶接部強度や靭性を向上し、応力除去焼鈍割れを回避する。
【解決手段】軸受接触面に形成する肉盛の初層溶接部がC:0.05〜0.2%、Si:0.1〜1.0%、Mn:0.3〜1.5%、Cr:4.0〜7.7%、Mo:0.5〜1.5%を含有し、残部Fe及び不可避不純物で、P:0.015%以下、S:0.015%以下、Cu:0.2%以下、V:0.2%以下、Ni:0.3%以下、Co:1.5%以下、B:0.005%以下、W:1.5%以下、Nb:0.07%以下であり、上盛層溶接部がC:0.05〜0.2%、Si:0.1〜1.0%、Mn:0.3〜2.5%、Cr:1.0〜4.0%、Mo:0.5〜1.5%、を含有し、残部Fe及び不可避不純物でP:0.015%以下、S:0.015%以下、Cu:0.2%以下、V:0.15%以下、Ni:0.3%以下、Nb:0.07%以下に規制する。
(もっと読む)
鋼材の溶接継手
【課題】地震地帯や不連続凍土地帯など大きな外力が想定される場所で用いられる高強度鋼管に適用して好適な、延性破壊が想定される鋼構造物の溶接継手を提供する。
【解決手段】溶接継手の母材として、応力−歪曲線における、3〜6%の塑性ひずみ領域での加工硬化率が0.12以上の鋼材を用いる。
(もっと読む)
溶接方法及び溶接装置
【課題】本発明は、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
(もっと読む)
アーク溶接装置及びアーク溶接方法
【課題】一組の隣接する被溶接端子の間隔が、他の隣接する被溶接端子の間隔よりも大きい場合でも、被溶接端子の溶け過ぎを防止することが可能となる、アーク溶接装置及びアーク溶接方法を提案する。
【解決手段】本発明に係るアーク溶接装置10は、複数のリード端子32・32・・・が突出して直線状に並んだ電子部品31・31・・・に対して、リード端子32・32・・・のアーク溶接を順に行うものであって、一組の隣接するリード端子32・32の間隔が、他の隣接するリード端子32・32の間隔よりも大きい場合に、電子部品31・31・・・で互いに隣接するリード端子32・32・・・の間にダミー端子42・42・・・を配置することにより、ダミー端子42・42・・・とリード端子32・32・・・との間隔D3と、他の隣接するリード端子32・32・・・の間隔D1と、を均一にする。
(もっと読む)
サブマージアーク溶接装置
【課題】立向きサブマージアーク溶接装置において、耐熱布と対象部の表面との間に形成される隙間からフラックスが漏れ出すことを抑止する。
【解決手段】溶接トーチ2の下方に配置される耐熱布4と、耐熱布4を対象部Xに対して押圧する押圧部6と、押圧部6と対象部Xとの間に形成される隙間を埋める隙間充填部材5とを備える。
(もっと読む)
41 - 50 / 714
[ Back to top ]