
Fターム[2F062AA26]の内容
機械的手段の使用による測定装置 (14,257) | 測定内容 (2,477) | 長さ、寸法 (723) | 幅 (29)
Fターム[2F062AA26]に分類される特許
1 - 20 / 29
測定装置及び測定方法
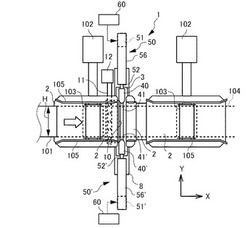
【課題】圧延板材の板幅を高い精度で測定できる測定装置の提供。
【解決手段】熱間圧延ラインに組み込まれて進行経路を進行してきた圧延板材101の板幅を測定するための測定装置1である。支持板の下方にあって進行経路と垂直に延びるように敷設された単一のスライドレール3に、進行経路を挟んだ両側に位置する一対の測定部材40が填合している。測定部材の両側にはこれを移動せしめる第1及び第2サーボモータ手段50が位置する。この各回転は制御出段によって制御される一方、回転トルクに対応する各電流値を検出する。ここで、制御手段60は、サーボモータ手段を駆動させて一対の測定部材を近接移動せしめ、圧延板材の一方の側端部に当接して変化する電流値に基づいて、対応するサーボモータ手段の回転を停止させ側端部のスライドレールに対する相対位置を決定する。2つのサーボモータ手段による相対位置から板幅を測定する。
(もっと読む)
円環状測定物の軸方向形状測定用治具及び軸方向形状測定装置

【課題】円環状測定物の測定点における外周位置及び内周位置の各軸方向形状を正確に測定するための円環状測定物の軸方向形状測定用治具及び軸方向形状測定装置を提供すること。
【解決手段】円環状測定物8の軸方向形状測定用治具1は、円環状測定物8の測定点Pにおける外周位置及び内周位置の各軸方向形状をそれぞれ測定する際に用い、架台2、回動軸3、回動ベース4及び保持する複数の保持クランプ41を備えている。複数の保持クランプ41は、回動軸3の回動中心Aに円環状測定物8の測定点Pを合わせて円環状測定物8を保持する。回動ベース4は、回動軸3の回動中心Aを中心に回動することによって測定点Pを中心に回動して、測定点Pの外周位置を所定の測定方向に向けた第1回動位置401と、測定点Pの内周位置を所定の測定方向に向けた第2回動位置とに回動停止させる。
(もっと読む)
寸法測定装置および寸法測定装置を備えた荷搬送ロボット
【目的】寸法測定装置および荷搬送ロボットの提供。
【解決手段】荷搬送ロボットの本体16には、エリアセンサ26と左右一対のアーム17を設け、アーム17の先端付近には対向する内側に向けて突設された手先部30が傾動可能に設けられる。手先部30を荷の基端面W1の左右端面に当接可能な位置でアーム17を伸縮させることで、荷Wの側面に当接し傾動した状態の手先部30は荷の遠端面W2において傾動状態から復帰し、そのときのアーム17の伸長量から遠端面W2の位置を算出する。荷Wの奥行寸法は、エリアセンサ26により測定した本体16からの基端面W1の位置と、手先部30が傾動復帰したときの遠端面W2の位置から演算する。
(もっと読む)
ガード・フランジ巾測定器
【課題】持ち運びが容易で、測定値のばらつきを抑えて、高精度で、容易かつ効率的にフランジウェー巾等を測定することができるガード・フランジ巾測定器を提供する。
【解決手段】測定部12が、本体部11をレールの上面に設置したとき、本体部11に対し水平面内で所定の方向に突出してスライド可能に設けられている。1対の円柱状の基準片13が、本体部11から下方に互いに平行に伸びて、測定部12のスライド方向に対して垂直方向に所定の間隔をあけて並ぶよう設けられている。円柱状の測定片14が、測定部12から下方に各基準片13と平行に伸びるよう設けられている。表示手段15が、各基準片13の測定片側と反対側の側面に接するレールの内側の側面と、測定片14の各基準片側と反対側の側面に接するレールの内側の側面との距離を表示する。
(もっと読む)
クラックゲージ
【課題】 微細な亀裂でもより正確に亀裂幅を測定できるクラックゲージを提供することを目的とする。
【解決手段】 クラックゲージ1は、ゲージ本体2の外周縁2cがその円周方向に沿って厚みが所定の増加度合いで最小厚み部から最大厚み部へと増加するように形成されるので、このゲージ本体2の外周縁2cの中のごく一部の先端部(ゲージ本体2の外周縁2cとコンクリート表面との接点部近傍)のみを亀裂C内に僅かに挿入することにより、亀裂幅の測定することができる。クラックゲージ1の挿入対象部位の厚みが亀裂幅にぴったり合致する場合、その挿入対象部位の厚みが、亀裂幅の測定値として、スケール部3の目盛線3a及び数値表示3bから読み取られる。具体的には、クラックゲージ1のゲージ本体2の外周縁2cとコンクリート表面とが交差する位置Crに相当する厚みが、亀裂幅の測定値として読み取られる。
(もっと読む)
金属屋根における馳部の馳幅テスター
【目的】 本発明は、馳部(馳締部)の横幅(馳幅)を簡易且つ正確に測定することができると共に、連続的に測定できること。
【構成】 四辺形状の天板11と四周に垂下した周壁板12とで形成された箱状体1と、金属屋根8の馳部81の背面基準線81aを支持する被押圧部2と、金属屋根8の馳部81の馳幅の正常幅に相当する間隔を有しつつ、正常値を超えたときに後退するように弾性を有する押圧部3と、前後の複数のロール4,4…とからなること。被押圧部2と押圧部3とが箱状体1内に垂設されると共に、ロール4は箱状体1内で且つ被押圧部2と押圧部3との両外側位置で且つ前後に設けられてなること。測定時において正常値を超えたときに警報信号が検出されるように警報手段Xが備えられていること。
(もっと読む)
金属屋根における馳部の溝幅ゲージ
【目的】本発明は、金属屋根8の馳部(馳締部)の溝幅を簡易且つ正確に測定すること。
【構成】測定主板1と、金属屋根8の馳部81の背面基準線81aを支持する被押圧部2と、金属屋根8の馳部81の溝部81c箇所の所定の高さ位置の溝幅の正常幅に相当する間隔を有しつつ、正常値を超えたときに後退するように弾性を有する押圧棒状部31とからなること。被押圧部2と押圧棒状部31とが測定主板1の下方に設けられていること。測定時において前記溝幅が正常値を超えたときに警報信号が検出されるように警報手段Xが備えられてなること。
(もっと読む)
野菜又は青果が梱包された段ボール箱の幅検査装置及びピッキング装置
【課題】廉価で比較的確実に段ボール箱の変形や破損を検知して次行程に搬送できる野菜又は青果が梱包された段ボール箱の幅検査装置及びピッキング装置を提供。
【解決手段】野菜又は青果が梱包された段ボール箱2と、段ボール箱を搬送する搬入コンベア4と、搬入コンベアから移送された段ボール箱を所定位置に停止させる待機部10と、待機部の段ボール箱を把持するロボット13と、ロボットに把持された段ボールが積み込まれる搬送用台車15とを有するピッキング装置1及び、ピッキング装置に用いる幅検査装置5であって、待機部の前行程に一対の当接板54,56を段ボール箱の両側面4bに当接させ、一対の当接板の距離Hが予め定められた距離以上の場合には、待機部外7,8へ搬出し、未満の場合には、待機部へ搬送する判別機6を設ける。
(もっと読む)
加工仕上げ面の検査システム及び検査方法
【課題】画像から迅速にビビリマークを評価できる加工仕上げ面の検査システム及び検査方法を提供する。
【解決手段】回転工具により機械加工された加工仕上げ面の検査方法であって、前記加工仕上げ面を観察してビビリマークの有無を判断し、観察によりビビリマークが確認された場合にビビリマークの幅寸法を前記回転工具の回転軸方向で計測し、計測されたビビリマークの幅寸法がしきい値以上である場合にビビリマークの深さが許容値以上であると判定する。その結果、画像より加工仕上げ面の検査が迅速に可能となる。ビビリマークの深さが許容値よりも深い場合には表面の研磨を行い、再度加工仕上げ面の検査を実施する。
(もっと読む)
内側測定器
【課題】小型化および測定範囲の拡大が可能で、しかも、高精度な内側測定器を提供する。
【解決手段】本体ケース1と、固定子10と、測定子20とを有する内側測定器において、本体ケース1内に中間部を支点として揺動可能に設けられ一端が測定子20に当接される接触部35を有し他端に歯車部36を有するセクターギヤ30と、このセクターギヤの接触部が測定子に常時接する方向へセクターギヤを付勢する付勢手段40と、セクターギヤの歯車部に噛合し本体ケース内に回転可能に支持されたピニオン50と、このピニオンの回転量を検出するロータリセンサ60とを備える、
(もっと読む)
厚さ測定治具
【課題】凹状の狭い空間内の測定点間の厚さを精度よく実測する厚さ測定治具を提供する。
【解決手段】一端部において、第1測定点11厚さ測定治具に当てられる第1測定部4を有し、他端部において、目盛7が表示された厚さ表示部6を有する第1測定片2と、一端部において、第2測定点11bに当てられる第2測定部5を有し、他端部において、第1測定片2の目盛7を指示する厚さ指示部8を有する第2測定片3と、第1測定片2に設けられた第1支点孔9と第2測定片3に設けられた第2支点孔19とに挿入され、第1測定片2と第2測定片3とを回転自在に連結する締結具10と、を備え、各測定点11厚さ測定治具,11bに当てられた第1測定部4及び第2測定部5の幅が、第2測定片3の厚さ指示部8により指示された第1測定片2の目盛7に物の厚みとして表示される。
(もっと読む)
簡易巾測定装置
【課題】構造が簡単で、被測定物を簡易に測定できる簡易巾測定装置を提供すること。
【解決手段】軸9と、軸9にスライド可能に保持され、被測定物Wに接触する第1及び第2スライダ3,4と、第1及び第2スライダ3,4を軸9の軸線方向に沿って反対向きに付勢する第1及び第2付勢部材7.8と、第1及び第2付勢部材7,8が第1及び第2スライダ3,4に付与する付勢力と反対向きの力を第1及び第2スライダ3,4に付与する紐細工部2と、を有し、紐細工部2は、第1及び第2スライダ3,4の間に配設される回転部材20と、回転部材20に設けられた第1及び第2固定ピン23,24と、第1及び第2スライダ3,4に設けられた第1及び第2連結ピン21,22と、第1及び第2固定ピン23,24と第1及び第2連結ピン21,22の周りに張った状態で設けられる紐部25と、を有する。
(もっと読む)
合成樹脂製気泡シート製品の計測器
【課題】製品の寸法や要求される精度が異なる合成樹脂製気泡シート製品の計測を簡易に行うことが可能な計測器を提供する。
【解決手段】少なくとも凹凸シート101と平坦シート102とが接合され、気体が密閉された多数の気泡部103が形成されている合成樹脂製気泡シート100から構成された合成樹脂製気泡シート製品30の寸法を計測するための計測器において、合成樹脂製気泡シート製品30を計測する際に合成樹脂製気泡シート製品30が設置される計測面を、計測面の板面と平行に所定の隙間が設けられた二重構造とする。計測面の隙間には、ゲージ部材21、22、23が挿入可能となっており、ゲージ部材21、22、23に、合成樹脂製気泡シート製品30の計測対象部位の寸法に対応した計測用ライン14、15、16を設ける。
(もっと読む)
クラック測定器
【課題】 壁や天井などに生じたクラックの長さを精度高く、しかも容易に測定することが可能なクラック測定器を提供する。
【解決手段】 測定者が把持する棒状の測定ロッド2の先端側に、クラックC上に沿って回転移動自在な測定ホイール3を配設し、測定ホイール3の移動距離を算出する算出手段3c、61、62、44と、この算出手段による算出結果を表示する表示部43を備える。測定ホイール3をクラックC上に沿って回転移動させることで、クラックCの長さを精度高く測定することができ、しかも、測定ホイール3をクラックC上に沿って回転移動させるだけでよいため、クラックCの長さを容易に測定することが可能となる。
(もっと読む)
正多角体の二面幅測定装置
【課題】簡単な構造で正多角体の二面幅の面変換を行うことができ、コスト低減を図ることができる正多角体の二面幅測定装置を提供する。
【解決手段】固定テーブル10には、測定位置平坦面11と、測定位置平坦面11の片側に僅かな変換用段差面13をもって隣接する上段の変換位置平坦面12とが段差状をなして形成される。固定テーブル10の一側には、測定位置平坦面11に配置された正多角体1の下面に隣接する隣接面の下部を変換用段差面13の上縁に接触させて回動させ、正多角体1の隣接面を次の下面として変換位置平坦面12に配置させる変換用シリンダ21が配設される。固定テーブル10の他側には、変換位置平坦面12に配置された正多角体1を測定位置平坦面11まで滑走させて正多角体1の次の下面を測定位置平坦面11上に配置させる戻し用シリンダ31が配設されている。
(もっと読む)
錠剤シートの寸法測定治具
【課題】測定の手間が従来よりもかからなくなり、しかも測定者の熟練度による測定寸法のばらつきも生じにくくなる錠剤シートの寸法測定治具を提供すること。
【解決手段】この寸法測定治具1000は、平面状のベース1010と、このベース上において互いに直交するように取り付けられた縦横両基準部材1020,1030と、両基準部材の一方に対して直角でかつ他方に対して平行に移動可能な当て板1050とを備え、両基準部材にベース上に配置されたPTP錠剤シート900の2辺を当接させた状態で、このPTP錠剤シートの2辺のいずれかと対向する測定箇所に当て板1050を当接させたときの当て板の両基準部材に対する移動量等に基づいてPTP錠剤シートの測定寸法を読み取り可能としている。
(もっと読む)
寸法測定機および寸法測定装置
【課題】測定部の角度ズレが生じる、測定毎に挟持の圧力が異なるという問題があり、かつ挟持した状態で測定機を固定する場合ロック機構としてネジ止めを行わなければならなかった。
【解決手段】スケールユニット、基準ユニットおよびレールから構成され、前記スケールユニットはレール上を可動し、基準ユニットはレールの任意の点に固定でき、かつ被測定物を挟持するための機構を有し、該挟持機構には弾性体が用いられていることを特徴とする寸法測定機を提供する。
(もっと読む)
測定ゲージと軌道間・ポイントガード間測定方法
【課題】一台の測定器で一般区間と、標準分岐器と、特殊分岐器における全ての検測を可能にする。
【解決手段】この発明による測定ゲージは、軌道間に差し渡される長尺状の本体と、本体の一方の端部の1つの面に設けられた固定爪と、本体の他方の端部の固定爪と同一の面に設けられ、固定爪との距離が可変な可動爪と、固定爪と可動爪の距離を計測する計測部とを備える。計測部は、固定爪の外側と可動爪の外側との距離を測定する軌間測定モードと、固定爪の内側と可動爪の外側との距離、若しくは固定爪の外側と可動爪の内側との距離を測定するバックゲージ測定モードと、初期状態を設定した場合に、可動爪の移動量から、初期状態での軌間モードの距離と移動後のバックゲージモードの距離との差を測定するフランジウェー幅測定モードを有する。
(もっと読む)
コークス炉の内部形状測定方法及び測定冶具
【課題】生産停止の必要がなく、コークス炉の内部形状を簡便にしかも正確に測定することができるコークス炉の内部形状測定方法及び測定冶具を提供する。
【解決手段】本発明のコークス炉の内部形状測定方法は、筒状体11の下方部に燃焼室の内壁両面に接触して位置固定可能な可動部を収納した測定冶具10を、コークス炉の燃焼室内部に挿入したうえ可動部を操作して位置固定し、この測定冶具10の炉頂から露出した部位の座標を測量機で測定し、コークス炉の内部形状を把握する。測定冶具10は、筒状体11の下方部側面に開口部14を形成し、この開口部に臨む位置に燃焼室の内壁両面に接触して位置固定可能なレバー状の可動部を、開口部から出没可能に収納した構造である。
(もっと読む)
スプライン嵌合部品の製造方法
【課題】摺動抵抗力が予め設定された評価規格範囲の値となるスプライン嵌合部品を容易に製造できるスプライン嵌合部品の製造方法を提供する。
【解決手段】摺動抵抗力を評価規定範囲内の値とする予圧量の適正予圧範囲を求め、予圧量を適正予圧範囲内の値とするスプライン部の加工公差幅δを算出する。そして、ボール溝加工後の高精度加工部材6のボール溝Hiを測定してボール溝加工誤差幅δ2を求める。それから、加工公差幅δ及びボール溝加工誤差幅δ2に基づいて、低精度加工部材2のボール溝加工公差幅δ1を算出し、ボール溝加工誤差がボール溝加工公差幅δ1内の値となるように低精度加工部材2にボール溝加工を施す。これにより、スプライン部の予圧量を適正予圧範囲内の値とし、摺動抵抗力を評価規定範囲内の値とするボール溝を低精度加工部材に形成する。
(もっと読む)
1 - 20 / 29
[ Back to top ]