
Fターム[4E082AA01]の内容
Fターム[4E082AA01]の下位に属するFターム
被覆アーク溶接(グラビティ溶接を含む) (7)
CO2、MAG溶接 (43)
MIG溶接 (31)
セルフシールドアーク溶接 (1)
サブマージアーク溶接 (4)
Fターム[4E082AA01]に分類される特許
161 - 172 / 172
溶接システムおよび溶接用ロボットの制御方法

【課題】 消耗電極式溶接方法が有するアーク発生シーケンスの無駄時間を溶接ワイヤの座屈やスパッタを発生させることなく消滅させる消耗電極式溶接方法を提供する。
【解決手段】 ワイヤを送給しながらロボットマニュピレータによりトーチを母材7から引き離す方向に移動させることにより、ロボットマニピュレータを駆動するアクチュエータがトーチを引き離す一方向の動作でワイヤの被溶接物に対する速度を制御でき、トーチ速度反転による振動は発生しない。また、専用の引き離し制御系を用いることにより、通常動作時のオーバーシュートを大きくさせることなくトーチを移動するアクチュエータの速度追従性を高め、マニピュレータの加減速時間を短縮できる。
(もっと読む)
消耗電極式アーク溶接方法

【課題】 くびれ誤検知が発生した際にもスムースに短絡開放制御へ復帰し、溶接不安定を防ぎ、ビード不正や溶け込み不良を防ぐアーク溶接方法の提供
【解決手段】 消耗電極ワイヤのくびれを検出するくびれ検出手段と、くびれ検出手段でくびれを検出した際に前記消耗電極ワイヤに供給する電流、電圧または電力の少なくともいずれかの所定の供給物理量を所定の短期間低減する物理量低減手段と、物理量低減手段で所定の物理量を低減後、第1の所定期間内にアークが再生しない時にくびれ誤検知と判定するくびれ誤検知判定手段と、くびれ誤検知判定手段で誤検知と判定してから前記消耗電極ワイヤに供給する電流を所定の電流値まで増加させる供給電流増加手段とを備え、くびれ誤検知が発生した際にも、アークの再生が確実に行われ、溶接不安定、ビード不正等を防ぐことができる。
(もっと読む)
交流パルスアーク溶接の溶接電流制御方法
【課題】電極マイナス期間Tn中の電極マイナス電流In、ピーク期間Tp中のピーク電流Ip及びベース期間Tb中のベース電流Ibの通電を繰り返す交流パルスアーク溶接において、短絡の発生によるアーク長の変動を抑制すること。
【解決手段】本発明は、電極マイナス期間Tn中に溶接ワイヤと母材との短絡が発生したときは予め定めた短絡電流Isを通電すると共に、この短絡期間Ts中の電極マイナス電流の設定値Inrを積分して短絡積分値Ssを算出し、短絡が解除されてアークが再発生するとベース電流Ubに戻して通電し、電極マイナス期間Tnが終了したときは補償期間Thだけ期間を延長した後にピーク期間Tpに移行し、前記補償期間Thは前記短絡積分値Ssに予め定めた増幅率を乗じた値を前記電極マイナス電流の設定値Inrで除算した値である交流パルスアーク溶接の溶接電流制御方法である。
(もっと読む)
消耗電極ガスシールドアーク溶接方法
【課題】定電流特性の溶接電源を使用した消耗電極ガスシールドアーク溶接において、アーク長を高く設定したときのアーク長制御性を良好にして良好な溶接品質を得ること。
【解決手段】本発明は、母材・溶接ワイヤ間の溶接電圧Vwを溶接電圧設定値Vsによって設定し、溶接中の溶接電圧Vwを検出し、この溶接電圧検出値Vdを移動平均して溶接電圧移動平均値Vraを算出し、前記溶接電圧設定値Vsが予め定めた高アーク長基準値未満のときは前記溶接電圧移動平均値Vraを溶接電圧制御設定値Vscとし、前記溶接電圧設定値Vsが前記高アーク長基準値以上のときは前記溶接電圧設定値Vsを前記溶接電圧制御設定値Vscとし、前記溶接電圧検出値Vdが前記溶接電圧制御設定値Vscと略等しくなるように定電流特性による溶接電流値Isc、Iwを変化させる消耗電極ガスシールドアーク溶接方法である。
(もっと読む)
消耗電極アーク溶接電源
【課題】電源主回路PMの出力に直列に接続され、主巻線Nmに通電する電流値が所定電流値未満のときはインダクタンス値が大きくなり所定電流値以上のときは上記鉄芯が飽和状態になって非常に小さなインダクタンス値になる可飽和リアクトルを有する消耗電極アーク溶接電源において、アークスタート性を良好にする。
【解決手段】本発明は、可飽和リアクトルWL1に補助巻線Ncを新たに設け、この補助巻線Ncに補助電源PCを接続し、アークスタートに際し補助電源PCから補助巻線Ncに電流Icを通電することによって可飽和リアクトルWL1を飽和状態にしてインダクタンス値を非常に小さくし、送給によって消耗電極1が母材2に接触すると電源主回路PMから大電流値のホットスタート電流を主巻線Nmを通して消耗電極1に通電してアークスタートさせる消耗電極アーク溶接電源である。
(もっと読む)
溶接ロボット制御システム
【課題】 アーク溶接時のリトラクトスタート制御をスムーズにかつ良好に行うことのできる溶接ロボット制御システムを提供する。
【解決手段】 本発明の溶接ロボット制御システムは、溶接ワイヤ15をワークWに一旦接触させ、両者を離間させた後に、溶接ワイヤ15とワークWとの間にアークを発生させて溶接を行うものであって、溶接ワイヤ15を送給することにより溶接ワイヤ15をワークWに向けて移動させるワイヤ送給装置16と、溶接ワイヤ15を所定の溶接位置に導く溶接トーチ14をワークWから離間させる方向に移動させるロボット制御装置20とを備え、ロボット制御装置20は、ワイヤ送給装置16によって溶接ワイヤ15を送給させることにより、アークの発生が開始される溶接トーチ14の溶接開始位置Spから溶接ワイヤ15とワークWとが接触する接触位置に溶接ワイヤ15をワークWに向けて移動させ、ロボット制御装置20によって溶接トーチ14を移動させることにより、溶接ワイヤ15を接触位置から溶接開始位置Spに移動させる。
(もっと読む)
消耗電極アーク溶接のくびれ検出制御方法
【課題】アーク発生状態と短絡状態とを繰り返す消耗電極アーク溶接にあって、短絡状態からアークが再発生する前兆現象である溶滴のくびれ現象を消耗電極・母材間の電圧値又は抵抗値の変化がくびれ検出基準値Vtnに達したことによって検出し、このくびれ現象を検出すると短絡負荷に通電する溶接電流Iwを急減させて低電流値の状態てアークが再発生するように出力制御する消耗電極アーク溶接のくびれ検出制御方法において、溶接ケーブル引き回しによるインダクタンス値が変化してもくびれ現象の検出精度を高い状態に維持することが課題である。
【解決手段】本発明は、アーク再発生時の溶接電流値Iaを検出し、このアーク再発生時溶接電流値Iaが予め定めたアーク再発生時電流設定値Iarと略等しくなるようにくびれ検出基準値Vtnを変化させる消耗電極アーク溶接のくびれ検出制御方法である。
(もっと読む)
溶接電流制御システムおよび方法
アーク溶接装置の溶接電流の制御システムおよび方法は制御信号105を溶接電流電源106へ供給するための波形発生器101のプログラミングを含んでおり、制御信号105は固定したまたは予め定められた振幅および可変の期間を有する選択されたセグメントからなる基準波形から得られる。基準波形はアーク電流および/または電圧検出器115の出力を波形発生器101へフィードバックし、選択された予め定められた振幅セグメントの期間を変更することにより溶接状態の変化に応答して劇的に調節される。 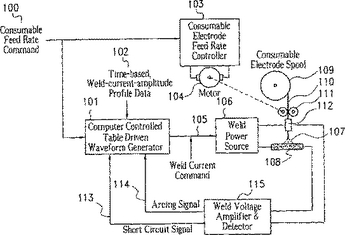 (もっと読む)
(もっと読む)
アーク溶接制御方法及びアーク溶接装置
【課題】 溶接電圧を十分に低下することができないため、高速溶接時にビード幅が不均一になったり、入熱を低下できないためギャップ溶接時に溶け落ち等が発生する。
【解決手段】 溶接ワイヤが被溶接物と短絡する短絡期間とアークが再発生しアーク放電するアーク期間とを交互に繰り返して被溶接物を溶接するアーク溶接制御方法であって、アーク再発生直後の溶接出力電流を、設定した所定期間、アーク再発生直前の溶接出力電流より高くなるように制御する。
(もっと読む)
消耗電極式溶接方法
【課題】 従来の消耗電極式溶接方法ではロボットマニピュレータの反転動作を必要とするので余分な応答時間および加減速時間が必要で、さらに、溶接ワイヤの送給が溶接ワイヤの溶融速度に追いつけずアーク長が長くなってアークが不安定になるといった課題を有していた。
【解決手段】 溶接ワイヤ1を送給しながらロボットマニュピレータ9により溶接トーチ4を母材7から引き離す方向に移動させることにより、溶接ワイヤ1が母材7から離れて初期アークが発生するので、反転動作を必要とせず無駄時間を削減してタクトタイムを短縮すると共に溶接始端部のアークを安定させ「チョコ停」を効果的に削減することができる。
(もっと読む)
交流パルスアーク溶接方法
【課題】電極マイナス電流の通電とピーク電流及びベース電流の通電とを1パルス周期として溶接電流Iwの通電を繰り返す交流パルスアーク溶接にあって、1パルス周期中の電極マイナス電流の時間積分値が溶接電流値の時間積分値に占める比率である電極マイナス電流比率を電極マイナス電流比率設定値によって設定し、消耗電極である溶接ワイヤの送給速度を送給速度設定値によって設定して溶接を行う交流パルスアーク溶接方法において、溶接電流の平均値及び電極マイナス電流比率の条件設定を迅速かつ正確に行えるようにする。
【解決手段】本発明は、溶接電流の平均値を溶接電流設定値Isによって設定し、この溶接電流設定値Is及び上記の電極マイナス電流比率設定値Rsを入力として予め定めた変換関数回路FSCに基づいて送給速度設定値Fscを演算して自動設定する交流パルスアーク溶接方法である。
(もっと読む)
熔接プロセスを制御する方法及び熔接プロセスを行なうための熔接装置
本発明は、熔融する電極を用いて、熔接プロセスを制御及び/又は調整するための方法に関する。アークを点火したあと、異なった熔接パラメータに基づいて調整された熔接プロセスは、熔接電源2によって実行される。当該プロセスは制御デバイス4によって制御される。上記プロセスを行うための装置に関する。ワークピース16に熱を導入するために熱を少なくすることが制御される。少なくとも二つの異なったプロセス相が周期的に組み合わされている。パルス電流相27及び冷金属移動の相28のような、異なった材料遷移及び/又はアークタイプによって、プロセス相はエネルギの異なった入力を持っている。
 (もっと読む)
(もっと読む)
161 - 172 / 172
[ Back to top ]