
Fターム[4E082AA01]の内容
Fターム[4E082AA01]の下位に属するFターム
被覆アーク溶接(グラビティ溶接を含む) (7)
CO2、MAG溶接 (43)
MIG溶接 (31)
セルフシールドアーク溶接 (1)
サブマージアーク溶接 (4)
Fターム[4E082AA01]に分類される特許
141 - 160 / 172
アーク溶接開始方法
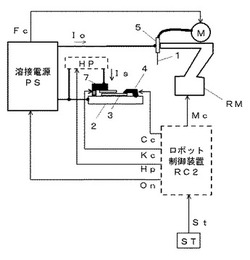
【課題】 ワーク3を形成する板材が亜鉛メッキ鋼板である場合、板材間及びワーク3・設置台2間の接触抵抗値が大きくなるために、アークスタート性が悪くなる。本発明は、このような溶接条件下でのアークスタート性の改善を目的とする。
【解決手段】 本発明は、ワーク3を設置台2に取り付けてアーク溶接を開始するアーク溶接開始方法において、溶接開始指令Stが出力されると、給電金具7をワーク3に押し付けてワーク3と設置台2とを接触状態にし、前記給電金具7と設置台2との間に電圧を印加して前記給電金具7からワーク3を経て設置台2へと接触電流Isを通電してワーク3・設置台2間の接触抵抗を減少させ、前記接触電流Isの通電を停止した後に溶接電源PSによって溶接用電極1とワーク3との間にアークを発生させて溶接を開始する、ことを特徴とするアーク溶接開始方法である。
(もっと読む)
ロボット溶接のアークスタート制御方法

【課題】溶接ワイヤと母材とを一旦短絡させた後に溶接ロボットによって溶接トーチを後退移動させて溶接ワイヤを母材から引き離してアークを発生させるアークスタート方法の性能を向上させること。
【解決手段】本発明は、溶接ワイヤと母材とを一旦短絡させた後に引き離して初期アークを発生させ、溶接トーチを所定位置まで後退移動させると共に初期アーク電流Iasを通電し、その後は溶接ワイヤの定常送給及び定常溶接電流Icの通電を開始して初期アークから定常アークに移行させるロボット溶接のアークスタート制御方法において、前記初期アーク発生時点から再短絡防止期間Th中は、再短絡を防止するために前記初期アーク電流Iasよりも大きな値の再短絡防止電流Ihを通電するロボット溶接のアークスタート制御方法である。
(もっと読む)
パルスアーク溶接制御方法及びパルスアーク溶接装置
【課題】高い溶接電流域でパルス溶接を行うと、アンダ−カットあるいはスパッタ発生量の増大等により溶接速度を高速化できない。
【解決手段】溶接ワイヤと溶接母材との間にピ−ク電流とベ−ス電流をパルス状に繰り返し供給するパルスアーク溶接制御方法であって、前記溶接ワイヤと前記溶接母材との短絡を検出するとパルス電流の電流波形の立ち上がりの傾きよりも小なる傾きの電流を出力し、短絡開放直前のくびれ現象を検出すると溶接電流を急峻に低減することでスパッタを低減して高速溶接を実現可能とする。
(もっと読む)
コールドメタルトランスファ溶接方法及び溶接設備
本発明は、アーク段階36と短絡段階39との周期的な交代により定義されるクールメタルトランスファ溶接方法に関する。アーク段階36の期間、溶接ロッド13はワークピース16に向かってこれと接触するまで移動し、短絡段階39の期間、溶接ロッド13は逆転してワークピース16から離れる。アーク段階36の期間、溶接ロッド13が溶融して溶滴を形成し、短絡段階39の間、溶接電流Iによって短絡の開きが抑制されるよう、溶接電流Iと溶接電圧Uのいずれかが制御される。本発明は、溶接方法を実施する溶接設備に関する。本発明の目的は、最小限の設定数により、最適な溶接結果物を得ることである。溶接ロッド13の移動周波数40は、秒当たりのアーク段階と短絡段階の回数を定義するために使用され、制御パラメータとして追加の溶接パラメータと共に設定される。制御装置4は、予め定義された移動周波数40を達成するのに必要な他の溶接パラメータを、設定し、制御する。  (もっと読む)
(もっと読む)
消耗電極アーク溶接のくびれ検出制御方法
【課題】短絡を伴う消耗電極アーク溶接におけるくびれ検出制御方法において、くびれ検出精度を向上させる。
【解決手段】本発明は、短絡状態からアークが再発生する前兆現象である溶滴のくびれ現象を消耗電極・母材間の電圧値又は抵抗値の変化がくびれ検出基準値Vtnに達したことによって検出し溶接電流を急減させる消耗電極アーク溶接のくびれ検出制御方法において、くびれ検出時間を短絡ごとに検出し、現時点から過去所定個数分のくびれ検出時間を記憶(MT)し、記憶された各くびれ検出時間Mtが最小値以下である個数が最小値個数以上のときはくびれ検出基準値Vtnを増減値ΔFだけ減少させ、記憶された各くびれ検出時間Mtが最大値以上である個数が最大値個数以上のときはくびれ検出基準値Vtnを増減値ΔFだけ増加させてくびれ検出基準値Vtnを適正化する。
(もっと読む)
インバータ制御による消耗電極式のアーク溶接電源およびその制御方法
【課題】 ショートアーク溶接およびパルスアーク溶接のいずれもの場合もアークが安定で、品質に優れる溶接を可能にする。
【解決手段】 入力される直流電圧を交流電圧に変換するインバ−タ回路21と、主変圧器22と、出力側整流回路と、直流リアクトル25と、からなる第1の主回路20と、インバ−タ回路31と、主変圧器32と、主変圧器32の出力側に直列に接続され出力電流を制限する限流手段および出力側整流回路と、直流リアクトル35と、からなる第2の主回路30と、インバ−タ回路21、31をオンオフする駆動回路26、36制御手段と、を設け、主変圧器22の出力電圧を主変圧器32の出力電圧よりも低い値とし、直流リアクトル25のリアクタンスを直流リアクトル35のリアクタンスの略1/5〜1/30とし、第1主回路20と第2の主回路30を溶接負荷に対して並列に接続する。
(もっと読む)
消耗電極式溶接方法
【課題】 従来の消耗電極式溶接方法ではロボットマニピュレータの反転動作を必要とするので余分な応答時間および加減速時間が必要で、さらに、溶接ワイヤの送給が溶接ワイヤの溶融速度に追いつけずアーク長が長くなってアークが不安定になるといった課題を有していた。
【解決手段】 溶接ワイヤ1を送給しながらロボットマニュピレータ9により溶接トーチ4を母材7から引き離す方向に移動させることにより、溶接ワイヤ1が母材7から離れて初期アークが発生するので、反転動作を必要とせず無駄時間を削減してタクトタイムを短縮すると共に溶接始端部のアークを安定させ「チョコ停」を効果的に削減することができる。
(もっと読む)
消耗電極アーク溶接のくびれ検出時電流制御方法
【課題】短絡移行溶接において、短絡期間Ts中に溶滴のくびれを検出してアーク再発生直前に溶接電流を急減させるくびれ検出時電流制御方法において、溶融池の振動に起因するスパッタの発生を低減する。
【解決手段】本発明は、短絡状態Tsからアークが再発生する前兆現象である溶滴のくびれ現象を消耗電極・母材間の電圧値Vw又は抵抗値の変化によって検出し、このくびれ現象を検出すると短絡負荷に通電する溶接電流Iwを急減させて低くびれ電流値Imに維持し、アークが再発生するとその時点又はそれから所定遅延期間Td経過した時点で溶接電流Iwを低くびれ電流値Imから高アーク電流値Ihまで上昇させてアーク負荷に通電するくびれ検出時電流制御方法において、低くびれ電流値Imから溶融池の振動を小さくする予め定めた傾斜Sを持たせて高アーク電流値Ihまで溶接電流Iwを上昇させる。
(もっと読む)
消耗電極式アーク溶接方法におけるアークスタート方法
【課題】 確実なアークスタートを行うことが可能で、そのため溶接欠陥の発生を抑制して高品質な高速溶接を行うことが可能な消耗電極式アーク溶接方法におけるアークスタート方法を提供する。
【解決手段】 ワイヤの溶接チップからの突出し部分において、溶接チップに近い部分よりもワイヤ先端部を高温にしておく。ワイヤ先端部は、300℃以上、好ましくは450℃以上に予熱しておく。予熱用アークを発生させることで上記ワイヤ先端部の予熱を行う。予熱用アークは、溶接電流よりも低電流とし、予定溶接線の終端部近傍の位置において、スポット状に発生させる。
(もっと読む)
消耗電極式溶接方法
【課題】 従来の消耗電極式溶接方法ではロボットマニピュレータの反転動作を必要とするので余分な応答時間および加減速時間が必要で、さらに、溶接ワイヤの送給が溶接ワイヤの溶融速度に追いつけずアーク長が長くなってアークが不安定になるといった課題を有していた。
【解決手段】 溶接ワイヤ1を送給しながらロボットマニュピレータ9により溶接トーチ4を母材7から引き離す方向に移動させることにより、溶接ワイヤ1が母材7から離れて初期アークが発生するので、反転動作を必要とせず無駄時間を削減してタクトタイムを短縮すると共に溶接始端部のアークを安定させ「チョコ停」を効果的に削減することができる。
(もっと読む)
溶接方法及び溶接装置
【課題】溶接異常を検知することができ、しかも、その異常の発生位置及び長さを検出することができ、また、溶接異常部の補修を行うことができる溶接方法及び溶接装置を提供する。
【解決手段】溶接開始信号を入力した後、溶接電流・電圧検出手段1にて検出した溶接電流及び溶接電圧が設定範囲外であるときを異常識別手段2でもって溶接異常とする。開始信号入力タイミングを時間軸基準にして、異常発生時刻及び異常終了時刻を時刻算出手段3にて算出する。これらのデータとロボット位置情報から異常発生位置11及び異常終端位置12を演算手段8にて演算する。
(もっと読む)
アーク溶接装置の制御方法およびアーク溶接装置
【課題】 複数の溶接装置により同一の母材へ対して溶接が行われる場合において十分にノイズを除去できず、ネックの誤検出によりスパッタ発生を低減することができないとともに良好な溶接結果を得ることが困難となるという課題を有していた。
【解決手段】 本発明は、溶接電圧の変化量に基づいてネック検知を禁止する機能を有することにより、誤ってネック検知を行うことを防止して正確にネック判定を行うことができ、スパッタ発生を低減することが可能となる。
(もっと読む)
アークスタート制御方法
【課題】 消耗電極ガスソールドアーク溶接の溶接開始時に、溶接ワイヤを被溶接物に一旦接触させた後に引き離してアークを発生させるアークスタート制御方法において、前記引き離し時に再接触又はアーク切れが発生することを防止すると共に、定常アーク状態へと円滑に移行させて、良好なアークスタート性を確保する。
【解決手段】 本発明は、溶接開始に際して、溶接ワイヤ1を被溶接物2に接触させた後に、溶接ワイヤ1を被溶接物2から引き離して初期アーク3aを発生させ、この引き離しによってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達した後に、前記初期アーク3aから定常アーク3bへと移行させる、ことを特徴とするアークスタート制御方法である。
(もっと読む)
パルスアーク溶接の出力制御方法
【課題】ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期として繰り返すパルスアーク溶接にあって、短絡が発生しても所望の溶接電源の外部特性を形成すること。
【解決手段】本発明は、傾きKs、溶接電流基準値Is及び溶接電圧基準値Vsによって外部特性を設定し、溶接電圧vo及び溶接電流ioを検出し、第n回目のパルス周期の開始時点から積分値Svb=∫(Ks・io−Ks・Is+Vs−vo)・dtを演算し、ピーク期間に続くベース期間中の積分値Svbが零以上になった時点で第n回目のパルス周期を終了することによって外部特性を形成するパルスアーク溶接の出力制御方法において、短絡期間中の積分値Svbの演算には、短絡解除電流が重畳しない溶接電流ih及びアークが発生しているとしたときの溶接電圧vhを使用する。
(もっと読む)
溶接監視装置と溶接監視方法
【課題】溶接の良否を精度よく監視するにあたって、誤判定の確率を十分に減少させることができる技術を提供する。
【解決手段】
溶接の良否を監視する装置は、溶接実施中の測定期間において溶接指標を経時的に測定する測定手段と、測定した溶接指標が所定指標範囲にある期間を計時する計時手段と、前記測定期間に対する前記計時期間の期間率を計算する計算手段と、計算した期間率が所定期間率範囲にあるのか否かを判定する判定手段とを備える。
(もっと読む)
交流アーク溶接のアークスタート制御方法
【課題】消耗電極交流アーク溶接のアークスタート性能を向上させること。
【解決手段】本発明は、アークスタートに際して初期送給速度Fiで溶接ワイヤを送給すると共に電極プラス極性のみで直流溶接電流Idcを通電する直流アーク溶接を数百msの初期期間Tdc中行い、その後は交流溶接電流が通電する交流アーク溶接に切り換えると共に送給速度Wfを初期送給速度Fiから定常送給速度Fcへ所定のスロープSfて切り換えて溶接を行い、初期送給速度Fiを直流溶接電流値Idcが交流溶接電流平均値Iavと略等しくなるように設定し、初期期間Tdcを直流アーク溶接によるビード形状が交流アーク溶接によるビード形状と略同一になるように設定し、スロープSfを直流溶接電流Idcから交流溶接電流へと切り換えたときのワイヤ溶融速度の変化率に略比例する値に設定する。
(もっと読む)
パルスアーク溶接のアーク長制御方法
【課題】溶接電圧Vwの平均値が電圧設定値と略等しくなるように溶接電源の出力を制御してアーク長を適正値に維持するパルスアーク溶接のアーク長制御方法において、溶接電圧Vwに重畳する異常電圧を効率よく除去して精密なアーク長制御を行うこと。
【解決手段】本発明は、ピーク立上り期間Tupから溶接電圧Vwの積分を開始し、ピーク立下り期間Tdwの終了時点でのピーク期間積分値Spを算出し、このピーク期間積分値Spを変動積分範囲Sc±ΔSc内に制限してピーク期間積分制限値Spfを算出し、ベース期間Tb中は溶接電圧Vwを変動電圧範囲Vbc±ΔVbc内に制限して溶接電圧制限値Vftを算出し、ベース期間Tbから溶接電圧制限値Vftを積分し、この積分値とピーク期間積分制限値Spfとの加算値によって溶接電圧Vwの平均値を算出して溶接電源の出力を制御する。
(もっと読む)
複数のアークを使用する溶接系
【課題】複数アーク溶接操作において各アークと直列の誘導リアクタンスを使用しそれによって片方のアークの短絡が直ちに他方のアークを消滅させることがない、種々の溶接プロセスで使用できそして直流及び交流の溶接電流で使用できる系を提供することである。
【解決手段】第一及び第二電極間にあるそれぞれ第一及び第二アーク及び共通の作業片を使用する溶接系において、該電極のそれぞれが単一動力源からの動力導線によって駆動されており、その系が芯付き誘導子、中央タップ、第一端末、第二端末、該タップと該第一端末間の第一コイル部及び該タップと該第二端末間の第二コイル部、該タップに接続されている該動力導線、該第一アークを該第一コイル部と直列に接続している第一回路及び該第二アークを該第二コイル部と直列に接続している第二回路、該第一コイル部と該第一アーク間の該第一回路内にある第一の別の補助誘導子及び該第二コイル部と該第二アーク間の該第二回路内にある第二の別の補助誘導子からなることを特徴とする溶接系。
(もっと読む)
アーク溶接装置
【課題】ケーブルの繋替えを行わずにパルスアーク溶接とショートアーク溶接の両方で高品質な溶接ができるアーク溶接装置を提供する。
【解決手段】一次整流回路3の出力を高周波に変換するスイッチング部11と、スイッチング部11の出力をアーク用電圧に変換する変圧器12と、変圧器12の出力を整流する二次整流回路13と、二次整流回路13に接続された直流リアクトル14と、スイッチング部11を制御する溶接出力制御手段4とを備えたアーク溶接装置1において、一次整流回路3の出力を高周波に変換するスイッチング部21と、スイッチング部21の出力をアーク用電圧に変換する変圧器22と、変圧器22の出力を整流する二次整流回路23と、二次整流回路23に接続され直流リアクトル14より小容量の直流リアクトル24とを備え、溶接出力制御手段4は、スイッチング部11およびスイッチング部21を個別に制御する。
(もっと読む)
溶接電源の出力制御方法
【課題】グロビュール移行溶接又はスプレー移行溶接に使用し、かつ、リアクトルWLのインダクタンス値Liが数百μHと大きな値である溶接電源にあって、前記溶接電源の出力電圧Eと予め定めた電圧設定値Erとが略等しくなるように出力を制御する溶接電源の出力制御方法において、ワイヤ送給速度、トーチ高さ等の変動に起因して溶接電流iがハンチング状態になるのを抑制すること。
【解決手段】本発明は、溶接電流iを検出し、この溶接電流検出値idを移動平均して溶接電流移動平均値iraを算出し、この溶接電流移動平均値iraと前記溶接電流検出値idとの誤差増幅値ΔErを算出し、前記電圧設定値Erにこの誤差増幅値ΔErを加算して電圧制御設定値Ecrを算出し,この電圧制御設定値Ecrと前記出力電圧Eとが略等しくなるように出力を制御する。
(もっと読む)
141 - 160 / 172
[ Back to top ]