
Fターム[4F202CB02]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 不定長物品(連続物品)の製造方法 (229)
Fターム[4F202CB02]に分類される特許
21 - 40 / 229
ロール金型の製造方法と光学フィルムの製造方法、並びに、ロール金型と光学フィルム
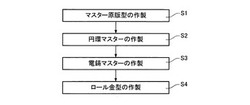
【課題】ロール金型表面の全周において光学フィルムの品質上問題となるような不連続部分のないシームレスな微細パターンを形成することができるロール金型の製造方法を提供する。
【解決手段】円環基板の外周面上にマスター原版型のパターンの反転形状を繰り返し転写して円環マスターを作製し(ステップS2)、その円環マスターを用いて、円環状の内周面にパターンが転写された電鋳マスターを作製し(ステップS3)、その電鋳マスターの内周面に電気メッキによって金属層を析出させることにより、円環状の外周面にパターンを有するロール金型を作製する(ステップS4)。
(もっと読む)
金型およびその製造方法

【課題】表面に形成された微細凹凸構造を転写するインプリント法に用いられる金型の細孔の深さのバラツキが抑えられた金型を製造できる方法、およびこれより製造された金型の提供。
【解決手段】円筒状のアルミニウム基材30を電解液中で陽極酸化して、外周面に複数の細孔を有する陽極酸化アルミナが形成された金型を製造する方法であって、アルミニウム基材30の内周面に電解液を接触させないように陽極酸化する、金型の製造方法、およびこれより製造された金型。
(もっと読む)
ローラーモールドの作製装置および作製方法
【課題】温度変化によりマスクとローラーモールドの相対位置にズレが生じたとしても当該ローラーモールドのレジスト上での描画位置のズレを最小化できるようにする。
【解決手段】温度変化による影響を受けない系として扱うことができる絶対系を規準としてローラーモールド100の位置を測定し、さらに、電子ビーム照射装置2から照射された電子ビームの一部を透過させるマスク3の位置を測定し、ローラーモールド100と、該ローラーモールド100を支持するローラー支持治具20と、マスク3と、該マスク3を支持するマスク架台30とのうちの少なくとも一つにおいて相対的位置ズレが生じた場合に、ローラーモールド100およびマスク3の位置の絶対系との差分に基づく相対的ズレ量を検出し、ローラーモールド100およびマスク3の少なくとも一方を動かし、電子ビームによるローラーモールド100のレジスト上での描画位置のズレを最小化する。
(もっと読む)
照明光路制御用光学レンズシートの製造用金型及び前記金型を用いて製造する前記シートおよび前記金型を用いて前記シートを製造する方法並びに液晶表示装置並びにディスプレイ
【課題】本発明は、液晶表示装置などのディスプレイの光源からの照明光路制御用光学レンズシートに関するものであって、その表面を形成している単位となる光学レンズが規則的に配置されている場合、液晶パネルの画素と光学レンズが干渉してモアレを生じ易いという問題と、その単位となる光学レンズの表面形状によっては、耐擦傷性や輝度の低下を生じるという問題があり、それらの解決を課題とする。
【解決手段】単位となる光学レンズの表面に、その単位寸法より微細な寸法の微細凹凸部を、3箇所以上で前記表面に沿って、前記表面を覆うように設けることにより、前記課題を解決するものである。
(もっと読む)
樹脂シート連続熱成形用型とその製造方法及び樹脂成形体の製造方法並びに樹脂成形体
【課題】安価に製造でき、樹脂シートの連続熱成形時にも過度の温度上昇を生じることなく、寸法精度に優れた樹脂成形体を製造でき、繊維片や木屑が発生しない熱成形用型の提供。
【解決手段】熱硬化性樹脂を含み、密度が0.85〜1.60g/cm3の範囲内であり、熱伝導率が0.30W/mK以上であることを特徴とする樹脂シート連続熱成形用型。この樹脂シート連続熱成形用型を熱成形装置にセットし、加熱した樹脂シートを樹脂シート連続熱成形用型によって熱成形し、目的形状の樹脂成形体を得ることを特徴とする樹脂成形体の製造方法。
(もっと読む)
ワイヤハーネス用の金型
【課題】ワイヤハーネスの電線群に不織布を巻き付けて金型内に充填し、不織布を加熱硬化しで被覆材とする金型において、成形後に迅速にワイヤハーネスを金型から取り出して冷却できるようにする。
【解決手段】下型と上型の間に中型を介在させ、該中型は上下開口とすると共に前記電線群の被覆材の両側面に当接する型面を備え、前記不織布を加熱硬化した後に前記上型を離型し、前記中型の型面で前記被覆材で被覆した電線群を挟持して前記下型から引き出せる構成としている。
(もっと読む)
ナノ構造体作製用型体及びその製造方法
【課題】光の反射防止性能、光の透過性能、ヘイズ等の光学特性に優れ、うねりや点欠陥の極めて少ないナノ構造体を作製するための型体の製造方法を提供すること。
【解決手段】アルミニウム材料の表面を、電解研摩により加工した後、該アルミニウム材料の表面に、陽極酸化と陽極酸化皮膜のエッチングとの組み合わせによりテーパー形状の細孔を形成させる、ナノ構造体を作製するための型体の製造方法であって、
該電解研摩の電解液が、濃リン酸40体積部以上75体積部以下、及び、濃硫酸10体積部以上55体積部以下、及び、配合する水5体積部以上25体積部以下を配合し、かつ、該濃硫酸の体積が該配合する水の体積より多くなるように配合してなるものであることを特徴とする型体の製造方法。
(もっと読む)
ロール金型の製造方法、及び光学シートの製造方法
【課題】光学シートを形成するのロール金型を製造するに際し、溝の切削開始部と溝の切削終了部とで、溝形状が変化してしまうことを抑制できるロール金型の製造方法を提供する。
【解決手段】凹凸形状を有する光学シート10の凹凸部分を成形するロール金型20を製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凹凸に対応する溝23を形成させる工程を含み、溝を形成させる工程では、切削工具による切り込みは、切削工具のバイト角度のうち、送り方向後ろ側となるバイト角度と同じ角度となるように送りつつロール基体の回転軸に近付ける方向に行われることを特徴とする。
(もっと読む)
製品情報を付した電気ケーブル及びその製品情報付加方法
【課題】モールド装置や金型の構造を大幅に変更せず、また、製品情報の刻印工程をモールド成形工程と別途に行うことなく電気ケーブルの樹脂成形部に製品情報を付加する。
【解決手段】機能性部品19を支持ピン51で支持しモールド成形することにより、樹脂成形部13を形成してなる電気ケーブルにおいて、樹脂成形部には、製品情報に応じた支持ピンの組み合わせによる複数の貫通孔15a-hが形成されており、支持ピンの断面形状及び/又は断面の向きを変えることにより、前記複数の貫通孔の組み合わせに複数のパターンを与えることで、製品情報を判別できるようにした。
(もっと読む)
モールドのエッチング装置
【課題】サブミクロン(1μm以下)のサイズのパターンを持つシームレスモールドを高い生産性・量産性で得ること。
【解決手段】本発明のモールドのエッチング装置は、真空槽中に配置されたスリーブ形状のモールド(15)と、前記真空槽中の前記モールド(15)の表面に対向する位置に配置された円筒形状の対向電極(22)と、を具備し、前記モールド(15)に高周波を印加させ、前記対向電極(22)を接地して前記モールドをエッチング処理するエッチング装置であって、前記エッチング処理の際、前記モールド(15)を回転させないことを特徴とする。
(もっと読む)
樹脂シートの製造方法、及び形状ロール
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程S1と、形状ロールを用いて転写型を転写する転写工程S2と、を備えた樹脂シート製造方法とする。転写工程S2では、形状ロールの周方向に連続する凹部を形状ロールの長手方向に複数並設し、長手方向において隣り合う凹部間に、幅6μm以上15μm以下の隙間部が形成された転写型を用いて、転写工程を実行する。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
エンボス加工シート、エンボス型、エンボス装置、加工装置、エンボス加工シートの製造方法。
【課題】エンボス加工時における荷重を低減することによりエンボス加工シートの生産効率を改善する。
【解決手段】エンボス加工シート20は、エンボス加工によってシート状の基材80に絵柄95を形成してなる。エンボス加工シート20には、絵柄95の外輪郭に沿って線状に延びる溝85が形成されている、エンボス加工シート。
(もっと読む)
流延ダイ、ダイヘッドの製造方法及びフィルムの製造方法
【課題】ソリを抑えながら幅広化のダイヘッド本体にDLC層を設ける。
【解決手段】ドープが流通する流路が設けられた流延ダイは、ダイ本体を備える。ダイ本体の上部には流路の入口が開口する。ダイ本体の下方先端部には流路の出口が開口する。ダイ本体は1対の側板と1対のリップ板とを有する。流路は1対の側板と1対のリップ板とによって囲まれてなる。リップ板は、流路の入口の構成部材であるリップ板本体と、出口の構成部材であるダイヘッド82とからなる。ダイヘッド82はボルトによりリップ板本体と締結可能である。ダイヘッド82は、楔形のダイヘッド本体85とダイヘッド本体85の表面全体に設けられたDLC膜86からなる。DLC膜86は、イオン蒸着法によりダイヘッド本体85に設けられる。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
ウレタン発泡シートの製造方法
【課題】厚みが薄い場合においても低密度且つ高発泡倍率で柔らかいウレタン発泡シートを、厚み精度よく製造することが可能なウレタン発泡シートの製造方法を提供すること。
【解決手段】分子末端にNCO基を有するウレタンプレポリマーを含有する組成物を基材上に塗布してシート状の塗膜2を形成すること、前記塗膜に穴あき離型性基材1を接触させること、前記穴あき離型基材1が接触した状態で前記塗膜2を水蒸気に晒すことにより、前記塗膜2を発泡及び硬化させることを含むウレタン発泡シートの製造方法。
(もっと読む)
弾性クローラの製造方法
【課題】 芯金の翼部の帯長手方向両端に位置する縁端面に対する加硫接着をより確実に行うことにより、耐久性に優れた弾性クローラを製造する。
【解決手段】 本発明は、芯金4を有する弾性クローラ1の製造方法に関する。この製造方法は、芯金4の翼部5の帯長手方向両端に位置する第1端縁面33を、未加硫ゴムよりなる被覆材30で予め被覆する第1工程と、クローラ本体2の接地側部分を構成する未加硫の第1ゴム層21と、クローラ本体2の非接地側部分を構成する未加硫の第2ゴム層22との間に翼部6を挟んだ状態で、各ゴム層21,22を金型11のキャビティ内にセットする第2工程と、キャビティ内の未加硫の各ゴム材を加圧下で加熱して加硫成形する第3工程とを含む。
(もっと読む)
キャリヤテープ製造装置
【課題】電子部品用紙製キャリヤテープの製造効率を高めると共に紙製キャリヤテープ製造中の紙粉による電子部品収納時及び実装作業工程でのトラブルをなくし、製造中のパンチ孔のばらつきを少なくすることができる紙製キャリヤテープの製造装置及び紙製キャリヤテープ製造法を提供する。
【解決手段】これまでの単連のパンチ孔金型を5連以上の金型とし、該金型にはパンチングの際に発生する紙粉を空気流により製品に悪影響を与えることなく排除回収する装置を装着する。紙製キャリヤテープ基材の送り装置として紙製キャリヤテープ基材をパンチングの後工程で引っ張るのではなくパンチング工程の前工程で紙製キャリヤテープ基材を掴んで、パンチング工程に送り出し、その後、紙製キャリヤテープ基材を離す、この動作を繰り返し行なう工程を設置した前記紙製キャリヤテープ製造装置。丸角ダイのブロック面を3以上20までの面数を紙製基材の送り方向に重ならないように複数交互に設置した金型を特徴とする。
(もっと読む)
熱反応型レジスト材料
【課題】熱分解後の酸化銅(I)の再酸化を抑制可能な熱反応型レジスト材料を提供すること。
【解決手段】本発明の熱反応型レジスト材料は、リチウム、ナトリウム、マグネシウム、カルシウム、チタン、鉄、コバルト、亜鉛、ガリウム、シリコン、ゲルマニウム、鉛、ビスマス、及びテルル、並びにその酸化物、塩化物、フッ化物、及び炭酸化物からなる群から選択された少なくとも1つの再酸化防止剤と、酸化銅(I)と、を含むことを特徴とする。
(もっと読む)
溶液製膜の製造方法及び製造装置
【課題】配向軸の変動を抑制することができる溶液製膜の製造方法及び製造装置を提供する。
【解決手段】ポリマーと溶媒とを含むドープを流延ダイ22から支持体24上に流延して流延膜70を形成し、流延膜70を支持体24から剥ぎ取ってテンター装置42に送り、流延膜70を少なくとも乾燥して巻き取る溶液製膜の製造方法において、支持体24とテンター装置42との間に張力制御手段36を設け、張力制御手段36によって流延膜70を支持体24から剥ぎ取るテンションを一定に保つ。
(もっと読む)
21 - 40 / 229
[ Back to top ]