
Fターム[3C269BB07]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | オペレータの操作性の向上 (584)
Fターム[3C269BB07]の下位に属するFターム
プログラム作成、変更時の操作 (357)
異常発生時の操作 (30)
Fターム[3C269BB07]に分類される特許
141 - 160 / 197
適応加工システム及び適応加工方法

【課題】航空機用途では翼形部のような部品の補修が必要となる。翼形部に関しては、翼形部先端の損傷が最も一般的な問題の一つである。翼形部などの部品の適応加工システム及び適応加工方法を提供する。
【解決手段】部品12の変形部分を除去して、部品の未変性部分44を画成する段階と、部品の未変性部分44に交換部分46を追加する段階とを含む補修方法を提供する。交換部分46は、部品の未変性部分44の1以上のパラメータ及び部品12の1以上の原設計パラメータに基づいて適応加工される。
(もっと読む)
ワーク加工方法及び数値制御工作機械並びにワーク取付具

【課題】ワーク取付台に取り付けられたワークの加工の基準とする位置を求める装置構成を簡単化し、かつ、ワーク座標系の原点を設定するまでの時間を短縮してワークの加工の生産性を向上させる。
【解決手段】ワーク取付台15に寸法が既知の2つの基準ブロック21と位置測定手段31を設け、基準ブロック21にワーク19を当接させて固定手段23によりワーク19をワーク取付台15に固定する。位置測定手段31の測定子33をワーク19の側面に当接させたときの変位センサ39の測定値と予め記憶させた基準ブロック21の形状及び位置とから、ワーク取付台15に対するワーク19の位置を演算して求め、求めたワークの位置に基づいてワーク座標系の原点を設定し、数値制御工作機械でワーク19を加工する。
(もっと読む)
数値制御装置の画面表示方法
【課題】数値制御装置の画面を解像度の異なる表示装置に表示する際、表示装置の画面解像度に合わせて画面を再配置して表示し、画面の視認性を向上すること。
【解決手段】数値制御装置の画面を複数の区画に分割し、各々の区画の位置と大きさ、および、使用されているフォントサイズを含む区画情報を記憶するステップと、再配置して表示する区画の位置と大きさ、および、フォントサイズを含む再配置情報を設定し記憶するステップと、表示する画面の画面番号と図形と文字の情報を含む描画データを数値制御装置から表示装置に送るステップと、画面表示プログラムで図形や文字の描画位置がどの区画内にあるかを解析し前記再配置情報に従って表示位置と図形の大きさと使用するフォントを変更して表示するステップと、からなる解像度の異なる表示装置に合わせて再配置して表示する数値制御装置の画面表示方法。
(もっと読む)
パンチプレスの工具段取り時刻表示装置
【課題】 次に発生する工具段取発生時刻がわかり易く、かつ実際の加工時間に応じた工具段取発生時刻が表示されるパンチプレスの工具段取り時刻表示装置を提供する。
【解決手段】 見積もり時間登録手段91と、実績加工時間計測手段93と、実績更新手段93と、工具の段取りが発生する単位スケジュールSchを探索する段取り情報生成手段48とを設ける。探索された工具の段取りが発生する単位スケジュールSchの中で、最も早く実行される単位スケジュールSchの実行開始時刻である工具段取発生時刻を、見積もり時間登録手段91に登録された登録見積もり時間から演算する工具段取発生時刻演算手段94を設ける。この演算された工具段取発生時刻を表示装置47aに表示させる段取発生時刻表示出力手段74を設ける。
(もっと読む)
手動シフト操作機能を備えた数値制御装置
【課題】 オペレータが理解しやすい座標系を用いて、工作機械の送り軸に関する手動シフト操作を容易に行う。
【解決手段】 直線送り軸に関する手動シフト量を回転送り軸によって旋回されるワーク上に定義されたワーク座標系データとして手動シフト量入力部12に入力する。入力された手動シフト量をワーク座標系手動シフト量累積記憶部13に累積して記憶する。累積シフト量座標変換部14は、累積シフト量をワーク座標系データから工作機械上に定義された機械座標系データに変換する。手動シフト量重畳部55は、座標変換後の累積シフト量を加工プログラムの指令による制御量に重畳してサーボ駆動部56に出力する。
(もっと読む)
モーションコントローラおよびモーションプログラム有効軸判別方法
【課題】 モーションプログラム上で指定された制御軸情報を解析し、対応するサーボドライバに動作指令を発行するモーションコントローラにおいて、軸構成パターンの異なる複数のモーションプログラムがモーションコントローラに格納されている場合であっても、実行可能なモーションプログラムを容易に判定することができ、操作者の負担を軽減できるモーションコントローラを提供する。
【解決手段】 パソコン12から、モーションコントローラ11に格納されているモーションプログラムのリストを参照されたとき、主処理部22が、モーションプログラムに対し、有効プログラムテーブルの状態列の情報により、実行可能かどうかを判定し、その判定情報をパソコン12に出力する。
(もっと読む)
ワーク設置誤差補正手段を有する数値制御装置
【課題】ワークを設置した時の設置誤差を補正するワーク設置誤差補正手段を備える数値制御装置を提供する。
【解決手段】5軸加工機を制御する数値制御装置は、テーブルにワークを設置した時の設置誤差を補正するワーク設置誤差補正手段を備える。ワーク設置誤差補正手段は、指令数値に基づいて工具の指令座標系上の位置と方向とを計算する工具位置方向計算手段と、該工具位置方向計算手段で計算された工具の指令座標系上の位置と方向とを保つようにあらかじめ設定した誤差量によって直線軸3軸と回転軸2軸に対する誤差補正を行う誤差補正手段と、該誤差補正手段の中の三角関数の計算において解が複数存在した場合に該誤差補正によって補正された回転軸2軸の位置は該工具位置方向計算手段において計算した工具の指令座標系上の方向に近い解を選択する解選択手段を備えている。
(もっと読む)
数値制御装置、数値制御プログラム及び数値制御プログラムを記憶した記憶媒体
【課題】加工プログラムの確認のための作動におけるワーク損傷を防止する数値制御装置、数値制御プログラムを提供する。
【解決手段】設定モードならば(S1:YES)、パラメータ設定画面に入力されたオフセット量をオフセット量記憶エリアに記憶し(S3)、入力された下限値を下限値記憶エリアに記憶する(S4)。運転モードならば(S1:NO)、プログラム番号の入力が行われ(S11)、起動スイッチがONとされた際に(S12:YES)、ドライランスイッチがONならば(S13:YES)、オフセット量が下限値よりも小さいか否かの判断を行う(S14)。オフセット量が下限値よりも小さければ(S14:YES)、アラーム画面を表示する(S15)、オフセット量が適正な値でないことをユーザへ警告する。そして、起動スイッチがONされたら(S16:YES)、そのままドライラン動作でNCプログラムを実行する(S18)。
(もっと読む)
レーザ加工装置、加工データ生成方法及びコンピュータプログラム
【課題】
レーザ光を走査制御するための加工データを迅速かつ容易に作成可能にすることを目的とする。また、レーザ加工装置のための加工データを高い精度で作成可能にすることを目的とする。
【解決手段】
加工データ生成装置1には、レーザマーカ2の走査領域に対応する設定平面が表示されている。ユーザは、加工データ生成装置1を操作して、この設定平面上に加工パターンを配置させる。このとき、マーカヘッド21は、レーザ光Lの光軸を上記加工パターンの参照点に対応する位置に一致させるとともに、受光軸が上記レーザ光Lの光軸と同軸となるカメラでワークWを撮影している。撮影画像モニタ3は、この撮影画像を上記カメラの受光軸の位置を示すシンボルとともに表示している。このため、ユーザは、ワークW上における位置を撮影画像モニタ3によって確認しながら、加工パターンの配置を指定することができる。
(もっと読む)
数値制御装置
【課題】試験動作時の機械位置を機械位置測定用計測器を用いて正確に測定し、測定結果から機械誤差を求め、機械誤差を補正するためのパラメータを正確に求める数値制御装置を得る。
【解決手段】モータ3の位置を検出して検出器4から出力される検出位置が指令位置に追従するように、モータを駆動して機械のテーブルに対する主軸の相対位置を制御する数値制御装置において、機械のテーブルに対する主軸の相対位置の所定の方向の変位を計測する機械位置測定用計測器5と、検出器4から出力される検出位置及び機械位置測定用計測器5から出力され検出位置と同時刻の機械位置測定用信号に基づき機械位置を計算する機械位置計算部6と、指令位置、検出器4から出力される検出位置及び機械位置計算部6により計算された機械位置に基づき機械誤差を計算する機械誤差計算部7と、機械誤差に基づいて誤差補正のためのパラメータを変更するパラメータ変更部8とを設けた。
(もっと読む)
数値制御装置および数値制御プログラム
【課題】複数のCPUが共通にアクセス可能な共通RAMを有する制御基板が故障したとしても、当該故障した制御基板を交換後において、故障復旧のための操作性を向上する。
【解決手段】NC基板(メインCPU5およびローカルCPU7が共通にアクセス可能な共通RAMを有する制御基板)の故障が検出されると(ステップS63:YES)、当該共通RAMに記憶されている情報を、ローカル基板(故障したNC基板とは別の制御基板)に設けられたUSBに転送し記憶するアラーム/バックアップ処理が実行される(ステップS64)。
(もっと読む)
数値制御装置、数値制御プログラム及び数値制御プログラムを記憶した記憶媒体
【課題】加工プログラムの確認のための作動におけるワーク損傷を防止する数値制御装置、数値制御プログラムを提供する。
【解決手段】ドライラン動作がONとされて、最初のNCプログラムの実行時にオフセット量を決定する。Zmax「0」,移動前位置「0」とし、NCプログラムの最初の行から解釈し(S11,S12)、Z軸方向に移動する指令があり(S13:YES)、Z軸の切削移動指令があれば(S14:YES)、切削移動の移動量「移動前位置−切削移動指令の移動先の座標」をZmvに記憶する(S15)。Zmv>Zmaxであれば(S16:YES)、ZmaxにZmvを記憶する(S17)。移動先の座標を移動前位置に記憶し(S19)、解釈対象のブロックを進める(S21)。S12へ戻り、プログラム終了の指令までS12〜S21を繰り返し、Zmaxに切削移動の最大移動量を記憶する。オフセット量にZmaxの値を記憶する(S22)。
(もっと読む)
数値制御装置、数値制御プログラム及び数値制御プログラムを記録したコンピュータ読取可能な記録媒体
【課題】 数値制御装置に標準で装備されている機器を利用して表示中の描画対象の倍率変更や移動を可能とする。
【解決手段】手動パルス発生器が操作されると、ハンドルの回転方向と(S1)回転量(S3)、及び倍率情報を(S5)取得する。ここで、手動モードでなければ(S10:NO)、軸選択スイッチからモード選択を取得して(S25)、そのモードに従って、表示中の画像を移動したり拡大・縮小したりするために、現在座標を取得し(S35,S55,S70,S80)、移動後や拡大縮小後の座標を計算する(S40,S60,S75,S85)。そして、その計算された座標位置に描画出力する(S90)。
(もっと読む)
ロボット制御装置
【課題】1つのプログラムで複数の制御対象の非同期制御を可能にし、作業線の長さ又は移動速度が異なっても各ロボットが設定された移動速度で作業線上を移動することができるロボット制御装置を提供する。
【解決手段】非同期制御部23は、第1工程部25、第2工程部26及び第3工程部27を備える。第1工程部は、主制御対象Ca及び従制御対象Cbが教示点に到達する際の移動時間を算出して教示点に最短時間で到達する先行制御対象を決定する。第2工程部は、最短時間に基づいて後行側の制御対象が到達すべき教示点を再設定する。第3工程部は、両方の制御対象を目標教示点に同時に到達させた後、どちらの制御対象も最終教示点へ到達していない時は非同期制御を続行し、最終教示点へ到達している時は先行側の制御対象を待機させつつ後行側の制御対象を最終教示点に到達させて非同期制御を終了する。
(もっと読む)
キット生産板材加工のキット生産順決定装置
【課題】 部品板材キットを複数種類含み、かつキット毎に生産するネスティングを行い、また端材を加工に使用する場合に、生産途中の端材の溜まり枚数等を低減することができるキット生産板材加工のキット生産順決定装置を提供する。
【解決手段】 このキット生産順決定装置1は、素材板材Wから切り取られる複数の部品板材wの組である部品板材キットKを複数種類含むネスティングオーダD1に対して、各部品板材キットKをどの順に生産するかを定める装置である。この装置1は、ネティングオーダ記憶手段3、キット生産順序初期値設定手段4、ネスティング手段5、評価値算出手段6、評価値記録手段7、キット生産順序変更手段8、繰り返し手段9、および評価手段10を有する。
(もっと読む)
ロボットアームの軌道教示方法および軌道教示装置
【課題】 操作者による教示の手間と時間を低減し、目標位置までの軌道を確実に決定することができるロボットアームの軌道教示方法および軌道教示装置を提供する。
【解決手段】 ステップ移動量だけ移動した手首中心座標を、教示経路上の次の移動先と定め、この移動先を基準として再び次の移動先を計算する。これを繰り返すことで目標位置までの軌道を決定する。
(もっと読む)
ピーニング施工装置およびピーニング施工方法
【課題】ワークの外内面側を並行して同時にピーニング施工を行うとき、ワークの外側面に仮設置された外側ピーニング装置を外側面ピーニング施工位置に的確にして、より早く移動させるピーニング施工装置およびピーニング施工方法を提供する。
【解決手段】ワーク1の外側面に外側ピーニング装置3を設け、ワーク1の内側面に内側ピーニング装置2を備える。ワーク1の外側面に仮設置された外側ピーニング装置3は、内側ピーニング装置2の基準位置から内側面ピーニング施工位置までのベクトル情報、仮設置の外側ピーニング装置3の中心から内側面ピーニング施工位置までのベクトル情報、仮設置の外側ピーニング装置3の中心から内側ピーニング装置2の基準位置までベクトル情報、外側ピーニング装置3のピーニング施工開始位置から内側ピーニング装置2の基準位置までのベクトル情報に基づいてピーニング施工開始位置に移動される。
(もっと読む)
円筒体研削の欠陥及び実施方式の分類方法
積層円筒体の研削の欠陥及び実施方式の分類方法(100)であって、次のステップ、即ち、a)円筒体の複数の表面測定を示すマップ中の欠陥領域を識別するステップと、b)識別された各欠陥領域について複数の典型的なパラメータを計算するステップと、c)計算された典型的なパラメータに基づいて、識別された欠陥領域と関連した欠陥のタイプを識別するステップと、d)識別された欠陥の各タイプについて特有の欠陥の合格性しきい値を求めるステップ(120)と、e)欠陥領域の欠陥タイプと関連した合格性しきい値と、円筒体の複数の表面測定値のうちで欠陥領域と関連した測定値との比較に基づいて各欠陥領域について是正措置を定めるステップ(130)と、f)ステップc)で定められた是正措置が欠陥を除去するための研削作業である場合、表面測定値に基づいて研削パラメータを求めるステップ(140)とを有する、方法(100)。 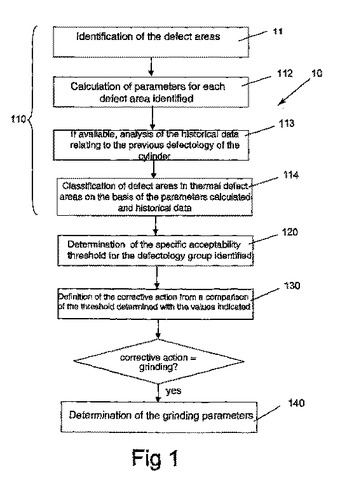 (もっと読む)
(もっと読む)
CADシステム並びにこれを実行するためのコンピュータプログラム及びこのコンピュータプログラムを記録した記録媒体
【課題】 設計者が設計段階において容易に且つ迅速に設計変更を行うことができるCADシステム並びにこれを実行するためのコンピュータプログラム及びこのコンピュータプログラムを記録した記録媒体を提供すること。
【解決手段】親部品生成部は親部品属性データベースから入力装置を介して選択された属性の親部品51〜54を作成する。部品ユニットデータベース14から入力装置を介して子部品を選択すると共に親部品にその子部品の配置位置を指示することで、シェルユニット生成部が部品シェル基礎データ400及び未加工シェル基礎データ300に基づいて対応する属性の親部品51〜54に部品シェル及び/又は未加工シェルを生成すると共に部品シェル及び未加工シェルを関連づけてシェルユニット20を生成する。シェルユニット20は親部品51〜54に重ねられてモニタに表示される。
(もっと読む)
数値制御装置の表示画面の追加方式
【課題】表示ソフトウェアを再度記憶装置に記憶させる作業を行うことなく数値制御装置に新たに追加して表示する表示画面を表示できるようにすることである。
【解決手段】表示器と標準の画面を前記表示器に表示する表示ソフトウェアを格納した記憶装置と前記表示器に追加して表示するための表示画面データを格納する外部記憶装置を備えた数値制御装置であって、前記外部記憶装置の前記数値制御装置への着脱を判断する着脱判断手段と、前記外部記憶装置に前記表示画面データが格納されているか判断する格納判断手段と、前記着脱判断手段と前記格納判断手段との判断結果に基づいて前記表示ソフトウェアが前記表示画面データを用いて前記表示器に追加して表示画面を表示する数値制御装置。
(もっと読む)
141 - 160 / 197
[ Back to top ]